



Cemal Utku Yakar, Başak Daylan
Oscar Wootton, Begüm Güven
Life Cycle Assessment for the Production of High Carbon Ferrochrome (HC FeCr)
ÖZET:
Ferroalyaj üretim süreçlerinin karbon emisyonlarını azaltmak, düşük karbonlu bir yol haritası oluşturmak ve sektörün enerji ihtiyacını azaltmak için küresel metal sektörünün en önemli önceliklerinden biridir. Küresel olarak, paslanmaz çelik üretiminde Yüksek Karbonlu Ferrokrom (YK FeCr) alaşımının %85’i kullanılmaktadır. Ürünün yüksek karbon içeriği ve yüksek enerji talebi nedeniyle, FeCr tesisleri yüksek kaynak kullanımına (enerji ve su) neden olmakta ve bunun sonucunda da önemli miktarlarda sera gazı emisyonu salmaktadır. Üretim sürecindeki farklı adımların karbon emisyonlarının analiz edilmesi, sektörün enerji ihtiyacının ve bununla birlikte sera gazı emisyonlarının nasıl azaltılacağına dair bir değerlendirme sağlamaktadır. Bu makale, Yıldırım Şirketler Grubu’nun madencilik bölümü olan Yılmaden Holding bünyesindeki ferrokrom üreticilerinin çevresel yaşam döngüsü profilini değerlendirmekte ve kaynak tüketimi ve sera gazı emisyonlarını azaltmak için önerilerde bulunmaktadır. YILMADEN Holding’in iştirakleri olan Eti Krom (Türkiye), Tikhvin (Rusya) ve Vargön (İsveç) tesisleri, YK FeCr üretimi için bu çalışmaya veri sağlamıştır. Bu çalışma, bu sahaların sonuçlarının bir özetini ve sektör ortalamalarıyla karşılaştırmasını göstermektedir. Elde edilen sonuçlara göre, Yılmaden bünyesindeki tüm sahalar için Yaşam Döngüsü Envanter Değerlendirmesi (LCIA) sonuçları sektör ortalamasının altındadır. Sonuç olarak, sektörün enerji ve su ihtiyacını ve bununla birlikte sera gazı emisyonlarını azaltmak için kömür yerine alternatif indirgeyici maddelerin (biyokok, biyokömür, biyokarbon vb.) devreye alınması ve elektrik için yenilebilir enerji kaynaklarının entegrasyonu başlıca alternatiflerdendir.
Anahtar kelimeler: Yaşam Döngüsü, Yaşam Döngüsü Değerlendirmesi, Yaşam Döngüsü Envanteri, Yüksek Karbonlu Ferrokrom (HC FeCr), Sera Gazı, Küresel Isınma, Sürdürülebilir Üretim, Mavi Su Tüketimi, Birincil Enerji Tüketimi
ABSTRACT
The reduction of carbon emissions related to ferroalloy production is a priority to enable low-carbon pathways and reduce energy demand for the global metal sector. Globally, 85% of High Carbon Ferrochrome (HC FeCr) is used in stainless steel production. Due to the high carbon content of the product and high energy demand, HC FeCr smelters are responsible for a significant amount of GHG emissions and resource consumption (water and energy). Analyzing the emissions of the different steps within the production process provides useful data with regard to reducing energy demand that provides a reduction in GHG emissions within the sector. The focus of the paper is to assess the life cycle environmental profile of ferrochrome producers under YILMADEN Holding, the mining division of the Yildirim Group of companies, and to make recommendations to reduce their resource consumption and GHG emissions. Yilmaden´s Eti Krom, Tikhvin and Vargön sites, participated in the study contributing data for the production of HC FeCr at their sites in Turkey, Russia and Sweden, respectively. This report provides a summary of the results of these sites and benchmarks them against the industry average. According to the results, the Life Cycle Inventory Assessment (LCIA) results for all the sites under YILMADEN were below the industry average. In conclusion, the introduction of alternative reductant materials (Biocoke, Bio coal, Biocarbon etc.) instead of coal and the integration of renewable energy sources for electricity are the main alternatives to decrease energy and water demand that will provide a reduction in GHG emissions.
Keywords: Life Cycle, Life Cycle Assessment, Life Cycle Inventory, High Carbon Ferrochrome (HC FeCr), Greenhouse Gas, Global Warming, Sustainable Production, Blue Water Consumption, Primary Energy Consumption
1. INTRODUCTION
The International Chromium Development Association (ICDA) has commissioned LCA studies from Sphera for the FeCr sector since 2015. The study is a follow on from previous studies and covers production data for 2018 and is based on the data provided by YILMADEN Holding FeCr sites. YILMADEN Holding, the mining division of the YILDIRIM Group of companies, has mining (chromium and nickel) and ferroalloy (ferrochromium, ferrovanadium and ferronickel) production facilities located in Europe, Asia and the USA. FeCr production facilities are located in Elazığ - Türkiye, Tikhvin- Russia and Vargön-Sweden, namely Eti Krom INC., Vargön Alloys AB and Limited Liability Company (OOO “TFZ”).
1.1 Product Systems
Ferrochrome can be categorized as Low, Medium, and High Carbon Ferrochrome. Of all ferrochrome production in 2018, HC FeCr still dominated with more than 85% of the market share [3]. Ferrochrome is produced from chromite ore and typically comprises of the following production steps; mining, beneficiation, pelletizing and smelting.
1.1.1 The functional unit of this study
The functional unit is defined as the reference value for which the results of the study are calculated. The functional unit of the study is 1 kilogram of chrome contained within Ferrochrome [1].
1.2 System Boundary
This study considers the cradle-to-gate production of chrome contained in ferrochrome, meaning that it considers impacts associated with the extraction of resources from nature (mining) through to the point at which the refined product leaves the factory gate. The system boundary is shown below (Figure 1).
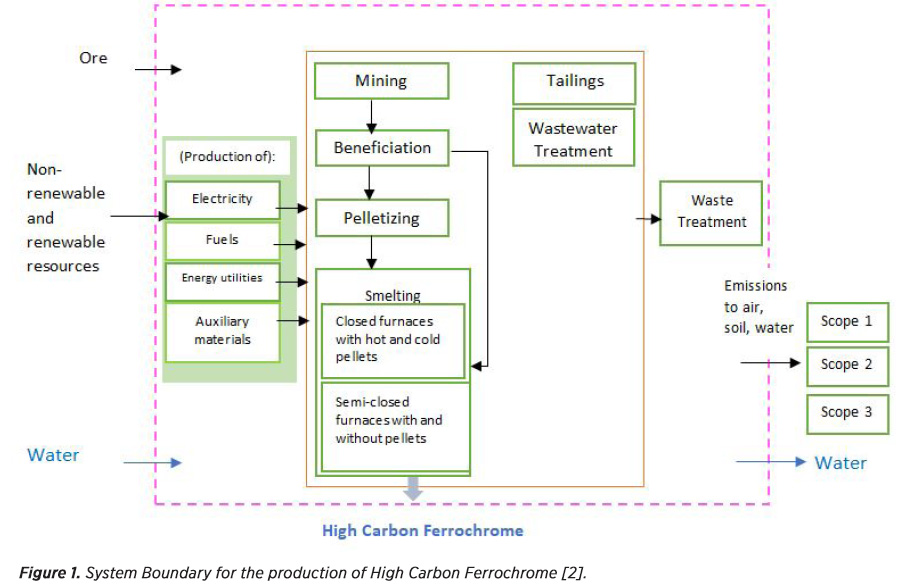
The intended time reference for the study is 2018. The results of the study are relevant for 2018-2023 and are expected to be relevant until there is a significant change. e.g. ore geology and mineralogy, the production mix, energy mix or manufacturing technology.
2. LIFE CYCLE IMPACT ASSESSMENT RESULTS
The LCA model was created using the GaBi 10 Software system for life cycle engineering, developed by Sphera. The GaBi 2019 LCI database provides the life cycle inventory data. Impact categories and other environmental indicators considered for the study are presented below (Table 1).
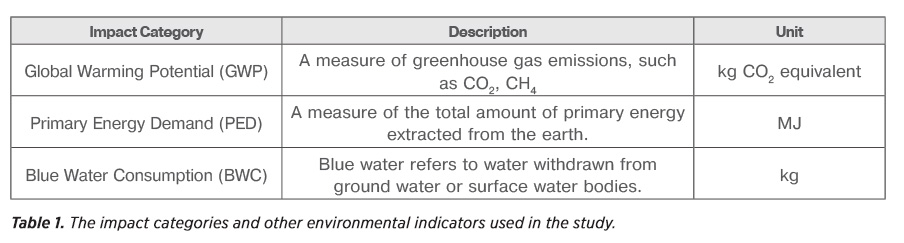
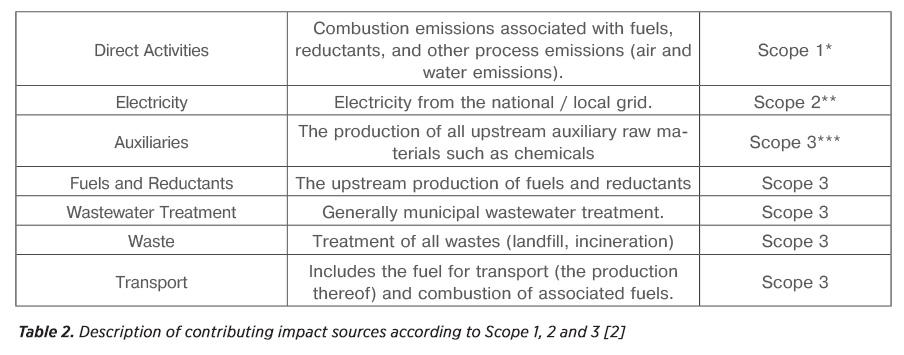
Table 2 describes the contributing impact sources according to Scope 1, 2 and 3 defined for the system boundary for the production of High Carbon Ferrochrome for the FeCr factory sites.
3. Results and Discussion
The results of the Life Cycle Impact Assessment (LCIA) for the production of 1 kg Chrome in FeCr are presented in the subcategories (Global Warming Potential, Primary Energy Demand and Blue Water Consumption) below.
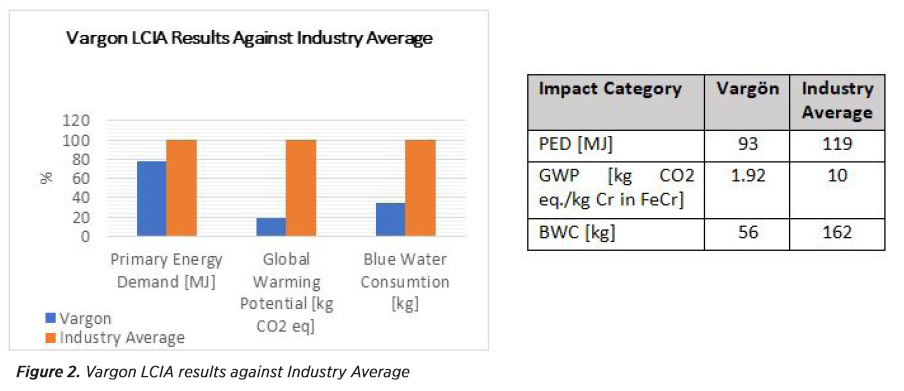
3.1 Vargön
All the LCIA results for Vargön are below the industry average, with the highest difference associated with the Global Warming Potential category (1.92 kg CO2 eq./kg Cr in FeCr) when compared to other sites which are 5.7 and 6 kg CO2 eq./kg Cr in FeCr for Eti Krom and Tikhvin, respectively. This is mostly due to their electricity consumption which is sourced from nuclear energy and hydroelectricity.
- 53% of the total GWP is resulted from smelting process. In smelting, 12% of total GWP is Scope 2- electricity use, 35 % is Scope 1- reductant use and 22 % is Scope 3- transport. 37% of total GWO is resulted from Mining/Beneficiation. Scope 3 (0.9 kg CO2eq/ kg Cr in FeCr) and Scope 2 (0.7 kg CO2eq/ kg Cr in FeCr) emissions are the major contributors to the GWP. The electricity grid mix of Sweden is mainly composed of nuclear power and hydro-based power plants and causes a low-level impact related to the smelting stage and scope 2 emissions when compared to other sites.
- 87% of total BWC are resulted from smelting. The most significant contributor is electricity, which contributes 95% to the overall impact. The rest of the impact sources are negligible. About 2/3 of the Blue Water Consumption is during hydroelectric power generation and 1/3 during nuclear power generation.
- 87% of total PED are resulted from smelting. Overall, electricity consumption contributes around 63% of the PED, with the use of reductants contributing another 31%.
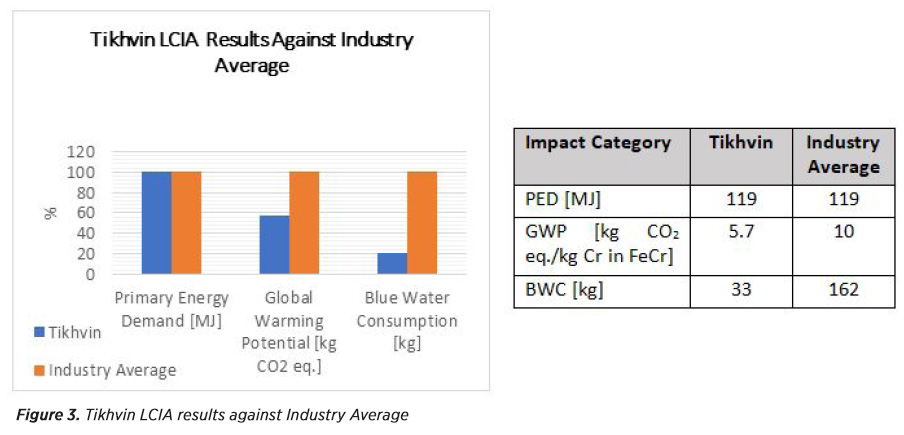
3.2 Tikhvin
The Primary Energy Demand for Tikhvin is the same as that for the industry average. All the other LCIA results for Tikhvin are below the industry average, with the highest difference associated with the Blue Water Consumption compare to other sites.
- 89% of the total GWP is resulted from the smelting process. In smelting, 82% of total GWP is Scope 2- electricity use and 10 % is Scope 1- reductant use. 11% of total GWO is resulted from Mining/Beneficiation. Scope 2 emissions are a result of purchased electricity (4.4 kg CO2eq/ kg Cr in FeCr) and are the major contributor to the GWP. The second largest contributor is Scope 3 emissions (1.2 kg CO2eq/ kg Cr in FeCr) followed by Scope 1 mobile and stationary combustion emissions (0.069 kg CO2eq/ kg Cr in FeCr).
- 87% of total BWC are resulted from smelting. The most significant contributors include the production of electricity and auxiliary material, which contribute 83% and 8% respectively.
- 94% of total PED are resulted from smelting. Overall, electricity consumption contributes around 68% of the PED, with the use of reductants contributing another 20%.
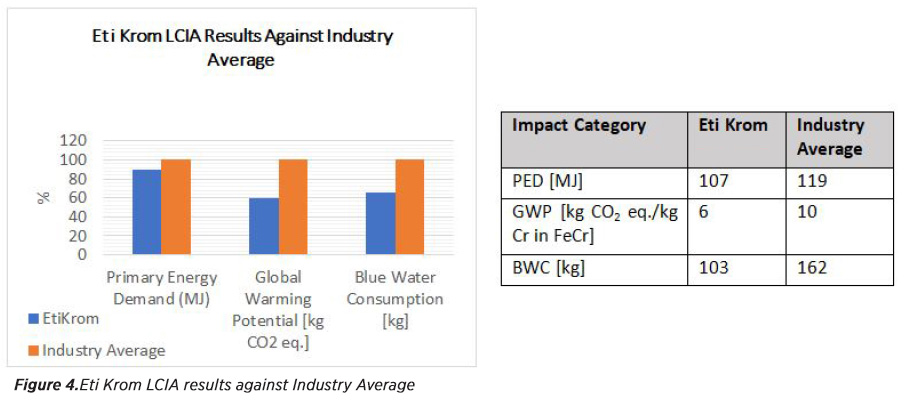
3.3 Eti Krom
All the LCIA results for Eti Krom are below the industry average, with the highest difference associated with the PED. This demonstrates their commitment to the use of energy efficiency opportunities.
- 85% of the total GWP is resulted from the smelting process. In smelting, 81% of total GWP is Scope 2- electricity use, 11 % is Scope 1- reductant use. 13% of total GWO is resulted from Mining/Beneficiation. Scope 2 emissions (4.7 kg CO2eq/ kg Cr in FeCr) are the major contributor to the GWP followed by Scope 3 emissions (1.1 kg CO2eq/ kg Cr in FeCr). This is based on the Turkish power grid which is about 42% from natural gas, 17% from lignite and 20% from hard coal.
- 57% of total BWC are resulted from smelting and 36% from waste/water treatment. The most significant contributors include electricity and onsite activities, which contribute 62% and 36% respectively. The main BWC is during hydroelectricity production in Turkey which contributes about 22 % to the national grid but contributes 80% to the BWC of the grid.
- 90% of total PED are resulted from smelting. Overall, electricity consumption contributes around 68% of the PED, with the use of reductants contributing another 23%.
4. Conclusion
In conclusion, this study provided improved data quality and representativeness in terms of technology for the update of the potential impacts and inventory for the production of Chrome in Ferrochrome. In general, the smelting process is the major contributor to all shown impact categories above for the production of HC FeCr. Purchased electricity and reductants are the main contributors to the smelting. The following recommendations are, therefore, made to gain further value from this exercise: Considering that a 190-strong coalition agrees to phase out coal power in COP26, the introduction of alternative reductant materials (Biocoke, Bio coal, Biocarbon etc.) instead of the use of coal gains importance to help lower Scope 1 emissions. The use of renewable energy sources for electricity and/or certification opportunities are also a crucial alternative to decrease scope 2 emissions.
5. References:
[1] Life Cycle Assessment for the production of high carbon ferrochrome (HC FeCr), 2021, Sphera Solutions GmbH, pg. 15.
[2] Life Cycle Assessment for the production of high carbon ferrochrome (HC FeCr), 2021, Sphera Solutions GmbH, pg. 16.
[3] WRI, “GHG Protocol Product Life Cycle Accounting and Reporting Standard,” World Resource Institute, Washington D.C., 2011.
*Scope 1- Direct GHG emissions occur from sources that are owned or controlled by the company.
** Scope 2 accounts for GHG emissions from the generation of purchased electricity consumed by the company.
*** Scope 3 emissions are a consequence of the activities of the company but occur from sources not owned or controlled by the company according to the Greenhouse Gas Protocol