



cuneyt_dincel@hotmail.com
Cüneyt Dinçel
Cüneyt Dinçel
Çelik Dökümde Sıvı Metal Temizliği Nasıl Yapılır?
Çelik parça dökümünde en önemli konu sıvı metal temizliğidir. Sıvı metal ne kadar temiz olursa döküm parça kalitesi o kadar iyi olur.
Öncelikle kullanılan hurdanın temizliğine dikkat etmek gerekir. Bilindiği gibi yağlı paslı tufallı hurdalar sıvı metal temizliğini olumsuz yönde etkilemektedir.
Diğer önemli bir konu ergitme safhasıdır. Ergitmenin yapılacağı endüksiyon ocağının frekansı uygun seçilmelidir. Ocağın ergitme kapasitesine göre bu frekans doğru yapılmalıdır. Bu nedenle endüksiyon ocağı imalatçıları ile bilgi alışverişinde bulunarak seçim yapılması daha uygun olacaktır.
Sonraki önemli konu kullanılacak astardır. Uygun astar; dökülecek çelik cinsine göre, seçilmelidir. Kullanılacak astar genel olarak “nötr astar”olarak adlandırılsa da bu konu için astar tedarikçisi firmalar ile görüşülmelidir. Özellikle teknik satış bölümü ile konuşulup astar uygulaması hakkında bilgi alınmalıdır.
Metal temizliğinin bir diğer aşaması ergime sırasında ve hurda içeriği ile alakalı olarak metal temizliğinin sağlanmasıdır. Genelde aşılama da denilen bu işlemde CaSi, FeSiZr , FeTi, Metalik Silis v.b. aşılayıcılar ve granül alüminyum kullanılır.
Östenitik düşük alaşımlı çeliklerde kullanılan aşılama malzemeleri ile Östenitik paslanmaz çelik aşılamasında kullanılan malzemeler farklılıkta gösterebilir.
Östenitik düşük alaşımlı çelikler için en sık kullanılan sıvı metal temizleyici Alüminyum ve CaSi ‘dir. FeSiZr‘de kullanılabilir. Ancak kullanım miktarında dikkatli olunması gerekir. Yüksek miktarda kullanılması kılcal çatlak oluşturma potansiyeline sahiptir. Ayrıca kullanılacak fesizr malzeme kalitesi de önemli bir parametredir.
En yaygın uygulama şekli bu aşılıyıcıların ve alüminyumun aktarma potasında verilmesidir. Ocak ergitme miktarı, döküm süreleri ve dökülecek parça ağırlğı belirleyici husustur.
FeSiZr ‘un ocakta da verildiği uygulamalar vardır.
Alüminyumun uygulanışı genellikle çubukla daldırma seklindedir. Ancak granül bilya alüminyum da kullanılabilinir. Aktarma potası dibine atılır. Yine de alüminyum granül bilya kullanımı; dökülecek iş ağırlığ , ocak kapasitesi ve aktarma potası büyüklüğüne göre ayarlanmalıdır.
Alüminyum miktarı ton başına 800 gr olabilir. Ancak nihai analizde Al miktarı % 0,07 yi geçmemesi tavsiye edilmektedir.
FeSiZr genel de ocak hazır olduktan sonra cürufu ( periltle ) temizlenmiş sıvı metale tatbik edilerek sıvı metal içine alınmalıdır. Bu metal içindeki oksijeni imha edebilmesi içindir. Aynı zamanda Zirkon Nitrojeni’de maden içinde zararsız hale getirerek bağlar.
Böylece döküm parçalar için çok zararlı alüminyum nitratların meydana gelmesi önlenmiş olur. Çünkü alüminyum nitrat bileşiklernin tane sınırlarında birikmesi malzemede kırılganlığa yol açar. Özellikle kalın kesitli parçalar için çok tehlikelidir. Çentik darbe mukavemetini düşürme etkisi vardır.
Titanyum östenitik düşük alaşımlı çeliklerde FeSiZr yerine kullanılmamalıdır. Çünki nitrojeni baskılayan zirkon yerine titanyum olursa nitrojenle tane sınırlarında inkülizyonlara sebep olur.
CaSi’in aktarma potasında uygulaması yapılabilir. CaSi görevini yanarken yerine getirecek ve kalsiyum oksit baloncuklarıyla cürufa karışarak bertaraf olacaktır.
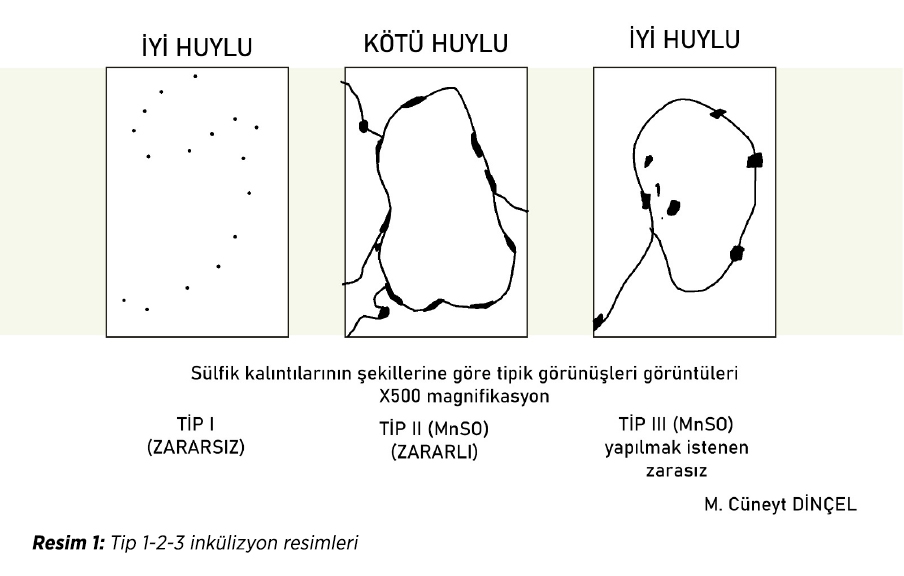
CaSi, celik döküm parçalarda tip 2 inkülizyonlarının oluşmaması için kullanılır. Bu tip 2 inkulizyonlar yoksa CaSi kullanılmayabilinir.
Zirkonyum nitrat inklüzyonları nadir de olsa görülebilir. Bakıldığında zirkonyum nitratları portakal rengi üçgen şeklinde inkülizyonlar olarak görülür.
Çelik döküm parçaların metalografisinde de göreceğiniz tip 2 inklüzyonlar Oksijen, Mangan ve Kükürtün meydana getirdiği inkülizyonlardır.
Kalsiyum sadece mevcut inklüzyonların seklini değiştirip tip 2 ‘yi tip 3 e çevirir. Ayrıca inklüzyonların şeklini globüler hale çevirip ebatlarının küçülmesini sağlar. Yani küçük küçük parçalara böler. Tip 1 inklüzyon çok zor görünür. Bu tip inklüzyon sadece alüminyum ile deokside olmuş karbon çeliklerinde görülür. Bunun sebebi de genelde cürufu iyi temizlenmemesi ve ergitme sıcaklığının çok yukarısına çıkılmasıdır.
Tip 2 MnSO’dur. Mangan sülfat kırılganlığa sebep olur ve çentik darbe mukavemetini düşürür.
Ayrıca bunların dışında özellikle paslanmaz çeliklerde metalik silis kullanımı da deoksidasyon ve akışkanlık için faydalı bir aşılama türü olmaktadır. Akışkanlığın artmasıyla da daha yüksek sıcaklıklara çıkılması önlenir.
Aktarma potaları ve ocak potaları temizliği de sıvı metal temizliği için önemli etkendir.
Sıvı metal temizliğini sağlamak için aşılama dışında yapılan en önemli uygulama Argon ile metali yıkama işlemidir. Bu uygulama hidrojen bertarafı için kullanılan en önemli işlemlerden biridir. Argon ile metalin yıkanmasının endüksiyon ocağına uygulaması oldukça önemli olup, dikkat gerektirir.
Bu nedenle bu uygulamayı titizlikle ve doğru bir şekilde yapmak için profesyonellerden ve bu uygulamayı bilen firmalarla veya kişilerle birlikte yapmak doğru olacaktır.
Yukarıda celiklerin sadece bir bölümü için kısaca sıvı metal temizliğini irdeledim. Bir sonraki yazımda paslanmaz çelik ve yüksek alaşımlı çeliklerin sıvı metal temizliği için kullanılan yöntemler hakkında bilgi vermeye çalışacağım. Döküm parça imalatının en önemli safhası olan ergitme işlemi ve metal temizliği şüphesiz parça kalitesini etkileyen en önemli husustur.
1855 kez okundu
YAZARIN DİĞER HABERLERİ
Paslanmaz Çelik Üretiminde Yeni Trendler Ne Olmalı?
Türkiye’de paslanmaz çelik üretimi için ön çalışmalar başlatıldı. “Milli Sanayi Hamlesi’nde Döküm Stratejileri” adlı yazımda da bu DEVAMI...
Türkiye’de paslanmaz çelik üretimi için ön çalışmalar başlatıldı. “Milli Sanayi Hamlesi’nde Döküm Stratejileri” adlı yazımda da bu DEVAMI...
Titanyum ve Nikel Süperalaşım Dövme Teknolojileri
Titanyum ve Nikel süperalaşım dövme teknolojileri, metal endüstrisinde önemli bir yer tutmaktadır. Bu alaşımların benzersiz mekanik özellikleri, yüksek sıcaklık dayanımı DEVAMI...
Titanyum ve Nikel süperalaşım dövme teknolojileri, metal endüstrisinde önemli bir yer tutmaktadır. Bu alaşımların benzersiz mekanik özellikleri, yüksek sıcaklık dayanımı DEVAMI...
Savaşın ve Çin’in Kıskacında Türk Döküm Sektörü
Karmaşıklıkta sadeliği bulun. Uyuşmazlıkta ahengi bulun. Fırsat, zorlukların arasında yatar. &nb DEVAMI...
Karmaşıklıkta sadeliği bulun. Uyuşmazlıkta ahengi bulun. Fırsat, zorlukların arasında yatar. &nb DEVAMI...
Yeşil Ekonomi Dönüşümünde Döküm Sektörünün Yeşil Yolu
Yaprak yeşili, gök mavisi çocuklarımız renklerin varisi… DEVAMI...
Yaprak yeşili, gök mavisi çocuklarımız renklerin varisi… DEVAMI...
Dökümhaneler İçin Yenilikçi Yaklaşımlar ve Global Trendler Ne Olmalı?
Yaşama gücünü yitirmeyen her eskiyi severiz ama bizi tüm gücüyle yaşatacak tek unsur; yeniliktir. - L. Fontane Döküm endüstrisi, tarihi boyunca s& DEVAMI...
Yaşama gücünü yitirmeyen her eskiyi severiz ama bizi tüm gücüyle yaşatacak tek unsur; yeniliktir. - L. Fontane Döküm endüstrisi, tarihi boyunca s& DEVAMI...
Yeni Malzemeler ve Gelişmiş Metalürji ile Geleceğin Dünyası
Durmadığın Sürece Ne Kadar Yavaş Gittiğin Önemli Değildir. Konfüçyüs Bilim ve mühendislik alanında sürekli değişiklikler olmakta, yeni malzemeler ve geliş DEVAMI...
Durmadığın Sürece Ne Kadar Yavaş Gittiğin Önemli Değildir. Konfüçyüs Bilim ve mühendislik alanında sürekli değişiklikler olmakta, yeni malzemeler ve geliş DEVAMI...
Karbon Ayak İzi, Yeşil Enerji ve Sıfır Atık ile İlgili Düzenlemeler
Küresel bazda bakacak olursak demir-çelik sektörü karbon emisyonlarının %11’inden ve sera gazı emisyonlarının %7’sinden tek başına sorumlu olmakta. Paris iklim anlaşm DEVAMI...
Küresel bazda bakacak olursak demir-çelik sektörü karbon emisyonlarının %11’inden ve sera gazı emisyonlarının %7’sinden tek başına sorumlu olmakta. Paris iklim anlaşm DEVAMI...
Sektör Buluştu
Dünyada kesin olan tek şey geçmiştir; fakat üzerinde çalışmak zorunda olduğumuz her şey gelecektir. DEVAMI...
Dünyada kesin olan tek şey geçmiştir; fakat üzerinde çalışmak zorunda olduğumuz her şey gelecektir. DEVAMI...
Paslanmaz Çelik ve Yüksek Alaşımlı Çeliklerin Sıvı Metal Temizliği Nasıl Yapılmalıdır?
“Okudum, Unuttum”, “Gördüm, Hatırladım”, “Yaptım, Öğrendim” Konfüçyüs DEVAMI...
“Okudum, Unuttum”, “Gördüm, Hatırladım”, “Yaptım, Öğrendim” Konfüçyüs DEVAMI...
Çelik Dökümde Sıvı Metal Temizliği Nasıl Yapılır?
Çelik parça dökümünde en önemli konu sıvı metal temizliğidir. Sıvı metal ne kadar temiz olursa döküm parça kalitesi o kadar iyi olur. Ö DEVAMI...
Çelik parça dökümünde en önemli konu sıvı metal temizliğidir. Sıvı metal ne kadar temiz olursa döküm parça kalitesi o kadar iyi olur. Ö DEVAMI...
Demir Çelik Sektöründe Yol Haritası Ne Olmalı?
“Rüzgarın yönünü tayin edemeyiz ama geminin yönünü değiştirebiliriz.” Geleceğe Yön Veren Başarı Öyküleri 2022 yılının ilk DEVAMI...
“Rüzgarın yönünü tayin edemeyiz ama geminin yönünü değiştirebiliriz.” Geleceğe Yön Veren Başarı Öyküleri 2022 yılının ilk DEVAMI...
SEKTÖREL HABERLER
%100 Hidrojen Yakıt Uyumlu Self Reküperatif Yakıcılar ile Yüksek Verim ve %50’ye Varan Enerji Tasarrufu Sağlayın
Fosil yakıt tüketimi ve sera gazı karbondioksit salınımı artarak devam ederken, sanayide enerjiyi verimli kullanmak, ekonomik işletmecilik ve kaliteli üretim kavramları her zamankinden daha önemli hale gelmektedir. End&u DEVAMI...
Fosil yakıt tüketimi ve sera gazı karbondioksit salınımı artarak devam ederken, sanayide enerjiyi verimli kullanmak, ekonomik işletmecilik ve kaliteli üretim kavramları her zamankinden daha önemli hale gelmektedir. End&u DEVAMI...
TOS+H Expo 2024 – 5. Türk İş Güvenliği ve Sağlığı İhtisas Fuarı – „İstanbul Sanayi Odası“ ile Başarılı İşbirliği Devam Ediyor
Başarılı geçen TOS+H Expo 2022’nin ardından Messe Düsseldorf ile yerel ortakları Tezulaş Fuar ve İstanbul Sanayi Odası (İSO) başarıya giden yolda ilerlemeye devam ediyor. TOS+H Expo, 2 – 4 Mayıs 2024 ta DEVAMI...
Başarılı geçen TOS+H Expo 2022’nin ardından Messe Düsseldorf ile yerel ortakları Tezulaş Fuar ve İstanbul Sanayi Odası (İSO) başarıya giden yolda ilerlemeye devam ediyor. TOS+H Expo, 2 – 4 Mayıs 2024 ta DEVAMI...
ESET Liderliğini Pekiştirdi
Dijital güvenlik alanında dünya lideri olan ESET, IDC MarketScape’te Lider seçilerek büyük bir başarıya imza attı. ESET aynı zamanda, iki IDC MarketScape raporunda da Büyük Oyuncu olarak kabul edildi DEVAMI...
Dijital güvenlik alanında dünya lideri olan ESET, IDC MarketScape’te Lider seçilerek büyük bir başarıya imza attı. ESET aynı zamanda, iki IDC MarketScape raporunda da Büyük Oyuncu olarak kabul edildi DEVAMI...
Saha Expo 2024, Savunma, Havacılık ve Uzay Sanayisindeki En Son Yenilikçi Çözümler ve Teknolojileri Sergileyerek Sektördeki Gücünü Ortaya Koyuyor
1100 üye firma ve 29 üniversite ile Türkiye’nin ve Avrupa’nın en büyük Savunma, Havacılık ve Uzay Sanayi kümelenmesi olan SAHA İstanbul tarafından, Cumhurbaşkanlığı himayelerinde 22-26 Ekim 2024 tarih DEVAMI...
1100 üye firma ve 29 üniversite ile Türkiye’nin ve Avrupa’nın en büyük Savunma, Havacılık ve Uzay Sanayi kümelenmesi olan SAHA İstanbul tarafından, Cumhurbaşkanlığı himayelerinde 22-26 Ekim 2024 tarih DEVAMI...
Fotoğraflara Saklanan Zararlı Yazılımlar
Bazı fotoğraflarda göründüğünden fazlası vardır; ilk bakışta masum olan görseller, içinde zararlı yazılımlar barındırabilirler. Dijital güvenlik şirketi ESET güncelleme ve yamaların her zaman yapılmas DEVAMI...
Bazı fotoğraflarda göründüğünden fazlası vardır; ilk bakışta masum olan görseller, içinde zararlı yazılımlar barındırabilirler. Dijital güvenlik şirketi ESET güncelleme ve yamaların her zaman yapılmas DEVAMI...
Giyilebilir Cihazlar Gizlilik Riski Taşıyor Mu?
Akıllı saatler, fitness takip cihazları ve diğer giyilebilir cihazlar cep telefonlarımız ve tabletlerimiz kadar olağan hale geldi. Bu bağlantılı cihazlar saati söylemekten çok daha fazlasını yapıyor. Sağlığımızı takip ediyor, e-po DEVAMI...
Akıllı saatler, fitness takip cihazları ve diğer giyilebilir cihazlar cep telefonlarımız ve tabletlerimiz kadar olağan hale geldi. Bu bağlantılı cihazlar saati söylemekten çok daha fazlasını yapıyor. Sağlığımızı takip ediyor, e-po DEVAMI...
MİB Başkanı Emre Gencer: Reform Alanlarında Daha Hızlı Hareket Etmeliyiz
Makina İmalatçıları Birliği’nin (MİB) geleneksel iftar yemeğinde konuşan MİB Başkanı S. Emre Gencer, sektörün beklentilerine ilişkin önemli açıklamalarda bulundu. Makina sektöründe dünya ticar DEVAMI...
Makina İmalatçıları Birliği’nin (MİB) geleneksel iftar yemeğinde konuşan MİB Başkanı S. Emre Gencer, sektörün beklentilerine ilişkin önemli açıklamalarda bulundu. Makina sektöründe dünya ticar DEVAMI...
Türkiye Çelik Üreticileri Derneği Değerlendirme
ÇELİK ÜRETİMİ 2024 yılının Şubat ayında Türkiye’nin ham çelik üretimi, geçen yılın aynı ayına göre %46,6 artışla 3,1 milyon tona yükseldi. Yılın ilk iki ayında ise üretim %34,5 oran DEVAMI...
ÇELİK ÜRETİMİ 2024 yılının Şubat ayında Türkiye’nin ham çelik üretimi, geçen yılın aynı ayına göre %46,6 artışla 3,1 milyon tona yükseldi. Yılın ilk iki ayında ise üretim %34,5 oran DEVAMI...
Makine İhracatı İlk Çeyrekte 6,9 Milyar Dolar
Makine İhracatçıları Birliği (MAİB) tarafından paylaşılan makine imalat sanayi konsolide verilerine göre, yılın ilk çeyreğinde Türkiye’nin serbest bölgeler dâhil toplam makine ihracatı 6,9 milyar dolar DEVAMI...
Makine İhracatçıları Birliği (MAİB) tarafından paylaşılan makine imalat sanayi konsolide verilerine göre, yılın ilk çeyreğinde Türkiye’nin serbest bölgeler dâhil toplam makine ihracatı 6,9 milyar dolar DEVAMI...
Türkiye Otomotiv Sektörü Üretimde Rekabetçiliğini Kaybediyor!
Türkiye otomotiv tedarik sanayinin çatı kuruluşu Taşıt Araçları Tedarik Sanayicileri Derneği’nin (TAYSAD) 45’inci Olağan Genel Kurul toplantısı düzenlendi. Toplantının açılış konuşmasını yapan TAYSAD DEVAMI...
Türkiye otomotiv tedarik sanayinin çatı kuruluşu Taşıt Araçları Tedarik Sanayicileri Derneği’nin (TAYSAD) 45’inci Olağan Genel Kurul toplantısı düzenlendi. Toplantının açılış konuşmasını yapan TAYSAD DEVAMI...
Milli Üretim Milli Güç
Türkiye’nin İlk Avrupa’nın Tek Birincil Magnezyum Üretim Tesisi
İstanbul Isıl İşlem A.Ş.’nin i-nit® Markası ile Ürettiği İlk Plazma Nitrürleme Fırını i-nitcold-800 Gönderime Hazır
MAGMA, Ankiros Fuarı’nda
INDUCTOTHERM SINIRLARI YÜKSELTİYOR
TÜDÖKSAD Yeni Yönetim Kurulu Konya’da Üye ve Sektör Mensuplarını Ziyaret Ett
5. ISIL İŞLEM SEMPOZYUMU Isıl İşlem Sektörü Yeniden Biraraya Geldi
ÇİB Başkanı Namık Ekinci “ABD Adil Bir Tutum Sergilemiyor”
Ford Otosan, Tedarikçileriyle Hız Kesmeden Başarılarına Yenilerini Ekleyecek
Türkiye'de Elektrikli Otobüs Dönemi Başlıyor
Mert Döküm, Elazığ’da Bulunan Fabrikası için 4mw 6 Tonluk 2. Ocak Yatırımındaki Tercihini İndemak’tan Yana Kullandı
Özgümüş Döküm Yeni ve Modern Dökümhanesinde 6 Tonluk Ocak Yatırımın da Yine İndemak Dedi
Dökümde Uluslararası Yenilikler - NEWCAST 2023 Sektör, Dökümün Neler Yapabileceğini Gösterecek
Kutes ve Trakya Kalkınma Ajansı’ndan Gençler İçin İş Birliği
YAYIN AKIŞI