



*Basic Fundamentals of Steel Rolling Process with Models and the Significance of Models
Kemal ERKUT Elektrik Kontrol & Otomasyon Müh.
e-posta: kemalerkut@gmail.com
Özet
Günümüz gelişmiş teknolojisi ile modern yassı şerit malzeme haddelemede, Seviye-2 kontrol sistemlerinin temel yapı taşlarından proses modellerinin önemi, modellerin yapısal özellikleri ve çalışma esasları anlatılmıştır. Modeller yapılı haddeleme işlemleri, karmaşık mühendislik süreçleri ve hesaplama algoritmaları içeren, birbirleri ile etkiletişim içerisinde olan karmaşık yapıların yanı sıra, bir o kadar da kararlı kontrol ve regülasyon imkanı sağlar. Günümüzde, prosesin modellenmesi ve simülasyon yapılabilmesine imkan tanıması, haddeleme işleminin matematiksel tanımlanması ile yeni kontrolörlerin geliştirilmesinde önemli bir adım olmuştur.
Anahtar kelimeler: Seviye-2 kontrol, proses-süreç kontrolü, model ve modelleme, optimum kurulum parametreleri, şerit haddeleme modelleri, çelik mikroyapısı, uyarlanabilir öğrenme, matematiksel optimizasyon, bilgisayar sinir ağları.
Abstract
The flat strip rolling operation is a highly complex engineering process, with interactions of the multiple process variables, a lot of non-linearity functions. The fundamentals studies show the important progresses in product quality by the use of advanced control strategies and methods under control of advanced model algorithms. The rolling mill automation technology based on L2 control models and the control system design of process model preparation concentrated on the process controller set-up parameter and their adaptation. A model for process control, differently from a model for prediction is not characterized by great math complexity. The aim is to achieve a model with a good similarity to the process variable in the operating point neighbourhood, and that be easily implemented computationally. Today, the modelling and simulation, the identification of the rolling process is an essential step in development of new controllers.
Keywords: L2 control, process control, models and modelling, pass schedule set-up parameters, strip rolling models, steel microstructure, adaptive learning, mathematics optimization, computer neural networks.
1. Giriş
Ferro metaller ve ferro olmayan metaller şerit malzeme haddeleme işlemleri, karmaşık mühendislik süreçleri ve hesaplama algoritmaları içeren, değişkenlerinin etkileşimleri çok sayıda doğrusal olmayan fonksiyonlara sahip olan ve prosesler içerisinde zamanlama senkronizasyonu gerektiren ve süreçlerin koordinasyonu ile oldukça karmaşıklık içeren birden çok kontrol algoritmaları ve regülasyonları yapısıdır. Söz konusu haddeleme prosesleri, işletme çalışma koşullarına son derece bağımlı olmakla birlikte, haddelenecek malzeme için modeller tarafından hesaplanan haddeleme kuvveti, hadde hızları, güç ve moment gereksinimi gibi onlarca işletme verisinin bir arada kullanıldığı bir kontrol sistemleri yapısı içerir.
Genel olarak, haddeleme otomasyon teknolojisi, hem malzeme boyunca şerit kalınlığını, kesitsel profil düzgünlüğünü, nihai sarılma sıcaklığını hem de haddeleme standleri merdane açıklık ayarlarını, interstand gerginliğini ve diğer onlarca parametreyi ayarlayan her biri bağımsız, merkezi olmayan bir strateji ile ayrıntılı alt problemlere bölünerek, kontrol problemini ele alan ve koordine eden bir kontrol algoritmaları yapısıdır. Bu klasik yapılar stratejisi uzun yılların deneyimleri ile kullanılmakta olup, geliştirilen ve üretilen sonuçları itibarı ile kabul edilebilir mükemmeliyete ulaşmıştır. Söz konu bu temel mühendislik çalışmaları baz alınarak gelişmiş kontrol stratejileri, yöntemler, düzenleyiciler matematiksel model algoritmaları kullanılarak işletme pratiklerinde ve üretilen ürün kalitesinde önemli ilerlemelerin sağlandığını göstermektedir.
2. Haddeleme Modelleri Yapıları, Gelişmeler ve Uygulamalar
Proses kontrolörü tasarımı, temel olarak kontrol edilecek sistem kurulum (set-up) parametrelerinin hazırlanması için yetkin ve gelişmiş birden fazla Seiye-2 proses modeline dayanmaktadır. Kontrol için oluşturulacak model, öngörülmüş bir modelden farklı olarak, büyük matematik karmaşıklığı ile karakterize edilmez. Amaç, prosesin çalışma noktası şartlarına en yakın süreç değişkenine iyi bir benzerlik gösteren ve formüle edilmiş hesaplamalı olarak kolayca uygulanabilen bir model elde etmektir. Bu tasarımlamalarda baskın fikir, süreç doğrusallaştırma (process linearization) metodu ve durum uzayı modelleme (state space modelling) pratiğidir.
Modelleme tasarımı ve haddeleme simülasyonun yanı sıra, sürecin tanımlanması yeni kontrolörlerin geliştirilmesinde önemli bir adımdır. Entegre endüstriyel proses uygulamalarında genel olarak petrokimya tesisleri, demir-çelik üretim tesisleri, enerji üretim tesisleri vb. gibi karmaşık yapılı entegre tesisler bulunmaktadır. Genel olarak, bu tesisler için proses modelleri, standart kara kutu durum uzayı doğrusal formunda (black box state space linear form) algoritmik yapılarda aranır. Çünkü bu modellerin kullanımı ile o yapıya ait bir kestirimci kontrolörün tasarımını da mümkün kılmaktır.
Gelişmiş bir proses kontrol sistem yapısında, Seviye-2 otomasyon kontrolü, matematiksel modeller ve bunların çalışması için gerekli yazılım altyapısını sağlar. Bu yapılar, süreç detaylarındaki fiziksel ilişkilerin matematiksel modellenmesine dayanan süreç modelidir. Model tasarımı, işletme şartları ve çevresel etkiler de göz önünde bulundurularak haddelenecek malzemenin metalürjik, boyutsal ve fiziksel davranışlarının tam olarak bilinmesini gerektirir. Matematiksel modeller, proses hesaplama algoritmaları ve fonksiyonlarını matematiksel terimlerle tanımlanmış ifadeleridir.
Matematiksel modeller, yüksek kaliteli ürünler elde etmek üzere haddeleme tahrik sistemleri ve ilgili prosesin kontrol ayarları için optimum kurulum (rolling set-up) parametrelerini hesaplamak için kullanılır. Ezme kuvveti, malzeme gergisi, haddeleme hızı, motor gücü ve ihtiyaç duyulan moment gibi onlarca parametreleri hesaplamak için kullanışlıdır. Düzgün ve doğru şerit kalınlığı ve malzeme profili için en önemli faktörlerden biri olan bu haddeleme parametrelerini hesaplamak için teorik denklemler ve formüller kullanılmaktadır. Haddeleme modeli, haddehanenin her bir standı için haddeleme kuvveti (roll separating force), haddelemenin ihtiyaç duyduğu iş momenti (rolling torque), haddeleme motor gücü (motor & drive power) ve ileri kayma (forward slip and mass flow) gibi değişkenlerini hesaplar. Bu yapıdaki bir haddeleme tesisi, ferritik haddeleme ve çok fazlı çelik kaliteleri de dâhil olmak üzere her türden çelik kalitesinde malzemeyi işleyebilir.
Genel olarak çelik endüstrisinde haddeleme prosesi beş ana model temelinde şekillendirilmiştir: Mekanik (mechanical) Model, Sürtünme (friction) Modeli ve Akma Gerilimi (yield stress) Modeli, Malzeme (material) Modeli ve Mikroyapı (microstructure) Modeli. Akma gerilimi ve malzeme stres davranışları bu modellemelerde adaptasyon ve uyarlamaya tabi olmalıdır. Akma gerilimi modeli, malzemenin uzaması-gerinimi ve gerinim hızına bağımlılıklarını modelleyen bir Hensel-Spittel yaklaşımına dayanmaktadır. Model, haddelenmiş şeridin metalürjik bileşimine, dayanım sertliğine ve o anki haddeleme sıcaklığına bağlı olarak akma gerilimini hesaplar ve haddelemede oluşan deformasyon ve sürtünme katsayısı gibi şerit malzeme geometrisini de dikkate alır. Sürtünmeyi hesaplamak için, hadde ayaklarında hadde yağlayıcının türü ve miktarına göre gerçek sürtünme koşulları dikkate alınır. Ayrıca, Malzeme (material) Modeli ve çelik malzemeye ait metalürjik Mikroyapı (microstructure) Modeli (çelik malzeme dayanım sertliği / yumuşaklığı ve dayanım mukavemeti gibi) haddeleme parametreleri hesaplamasında kullanılan “Pass Schedule Set-up Calculation” modelinin ana unsurlarından biridir.
Çok ayaklı sıcak şerit ve soğuk tandem haddelerde Seviye-2 bilgisayar modellerinin başlıca katkıları 3 ana başlıkta özetlenmiştir.
- Modelin çıkış vektörünün yalnızca malzeme çıktı kalınlığını ve standler arası gergi oluşumunu, haddeleme hızını ve haddeleme ezme kuvvetini değil, aynı zamanda şerit malzeme kesitsel özellikleri profil, kontur, şekil düzgünlüğü, ve malzeme çelik kalitesine etki edecek sarma sıcaklığını da içeren, durum uzayı gösteriminde (in state-space representation) yassı metal haddeleme için doğrusal bir modeller yapısı önermektedir.
- Model, haddenin hesaplanmış merdane açıklık değeri (housing roll gap set), ilk hadde ayağından son hadde ayağına kadar şerit malzeme çıkış gergisi, şerit hadde ayaklarında dağıtılmış hadde ezme kuvveti (distributed roll separating forces on each stand) gibi sürekli hesaplamalar ve parametreler hazırlama imkânı sunar.
- Model, proses değişkenlerinde oluşabilecek bozulma analizi yapma ve adaptasyon imkanı da sunar. On-line ve sürekli geri-besleme imkânları ile öğrenme ve yenileme (long term and short term adaptive learning programs) algoritmalarına sahiptir.
Hesaplamalar, haddelenen çelik şerit malzeme üzerindeki yapısal deformasyon ve termal işlem süreçlerini tanımlayan modellere dayanmaktadır. Haddelenen malzemelerin çelik deformasyon direnci özellikleri (malzeme akış gerilmeleri) ve malzeme sıcaklıkları bilgisi son derece doğru olmalıdır. Bu veriler bilgisayarlar ve network üzerinden sinir ağlarını (neural networks) kullanarak modeller tarafından kullanılır. Her model, ilgili algoritmalarında fizik kurallarının diferansiyel eşitlik veya formülasyonuna dayanır. Haddelenen malzeme çelik özellikleri metalürjik yapı bağımlılıklarının modellenmesi ve hadde ayağı (mill stand housing) yapısına özgü düzeltmeler için sinir ağları (neural networks) üzerinden uyarlama algoritmaları ile tamamlanır.
Teorik olarak, model algoritmalarında Bland-Ford ve Hill Eşitlik denklemi gibi bilinen hesaplamalar, yassı şerit haddeleme ezme kuvvetini (roll seperating force), hadde sıçramasını (mill modules) ve hadde açıklığı aralığını (roll gap) hesaplamak için çevrimiçi on-line bir matematiksel model olarak kullanılır. Model algoritma yapıları formüllerindeki varsayımlara ek olarak adaptif düzeltme katsayıları ve hadde dinamiğindeki kademeli değişiklikleri telafi etmek üzere düzeltme faktörleri olarak model içerisinde kullanılır. On-line proses modelleri, şerit malzeme kesitsel boyutları, profil ve şekil düzgünlüğü, malzeme akışı, basınç dağılımı, sıcaklık düzenleme ayarları, yani sıcak rulo üretmek üzere haddeleme ile alakalı ayrıntılı ve doğrulanmış bir seri veri akışı içerir.
Son yıllardaki gelişmiş uygulamalarda, hadde standı (roll stand housing) ve haddelenmiş şerit malzeme ile ilgili parametreler, kontrol modeli hesaplaması ile gerçek hadde standı saha durumu arasında tutarlılık göstermektedir. Sonuç olarak, sistem kararlılığı, statik ve dinamik hata ve kontrol regülatörlerinin düzeltme dinamiği süresi önemli etkenler olarak öne çıkarılmıştır. Uygulamalarda, prosesin kontrol modeli ve algoritmasına dayalı olarak, Matlab GUI yazılımı ile sistem dinamik regülasyonunun simülasyonu gerçekleştirilmiş ve sistem kalitesinin haddeleme parametreleri ile etkisi de korelasyon teorisi ile çıkarılmış ve analiz edilmiştir.
Model tabanlı sıcak ve soğuk haddelemede malzeme boyunca kesitsel şekil düzgünlük parametreleri; kesit profili, kontur, şekil düzgünlüğü (profile/contour/flatness) gibi hadde üzerinde bu amaca yönelik kurulu olan ekipmanların (AGC, WRB, WRS, CVC ve diğer) süreç verilerinin tamamı, çevrimiçi (close loop) hesaplamalar ve kontrol regülatörleri ile yapıldığı gibi, tamamen çevrimdışı olarak da kontrol edilebilir. Bu özelliği standart matematiksel optimizasyonla birleştirmek, model parametreleri optimizasyonuna olanak tanır. Burada model parametreleri, şerit rulo şekilsel özellikleri gibi harici olarak sağlanan verilerle birlikte optimize edilebilir. Bu optimizasyon, hesaplanan ve ölçülen gerçek şerit malzeme verileri arasındaki sapmayı en aza indirir.
Model tabanlı Seviye-2 kontrol algoritmaları, hesaplanmış referansları temel Seviye-1 kontrol sistemleri ve denetleyicilerine zamanında dağıtır ve uyarlanabilir öğrenme (adaptive learning) için kullanmak üzere model güncellemeleri ve veri toplama için süreç geri bildirimleri alır. Model katsayıları, haddeleme sırasında bir şeritten bir sonraki şeride çevrimiçi olarak uyarlanır. Ek olarak, uzun vadeli model uyarlaması (long term model adaptation) için bilgisayar network üzerinden yapay sinir ağı (artificial neural network) tabanlı algoritmalar kullanılır. Modeller, büyük boyutlu veri işlemek için yapay sinir ağları kullanarak çalışma imkânlarına sahiptir.
Büyük endüstrilerde sıcak ve soğuk haddehanelerdeki uygulamalar ile genellikle Seviye-2 otomasyon kontrol modelleri gelişmiş kontrol algoritmalarının geliştirilmesini ve uygulanmasını motive etmiştir. Gelişmiş algoritmalar kullanıldığında, doğasının gerektiği gibi sağlam ve karmaşık olmaları önemlidir. Öğrenen kestirimci ve çok değişkenli model yapılı kontrolörler haddeleme trendinin (special structure of the rolling mill train) özel yapısından yararlanmıştır.
Proses otomasyonu kontrol sistemi Seviye-2 model algoritmalarını kullanarak, çok ayaklı haddeleme operasyonunda gerek duyulan tüm referansları ve parametreleri hesaplar. Tüm hesaplamalar, yukarıda ifade edilen haddeleme modellerine dayanmaktadır. Söz konusu modeller, haddeleme prosesi otomasyonunda uzun yıllara dayanan deneyimin bir sonucu olarak oluşturulmuş ve yıllar içinde sürekli geliştirilerek inovasyona uğramıştır.
3. Sıcak Şerit Haddelerde Model Uygulamaları
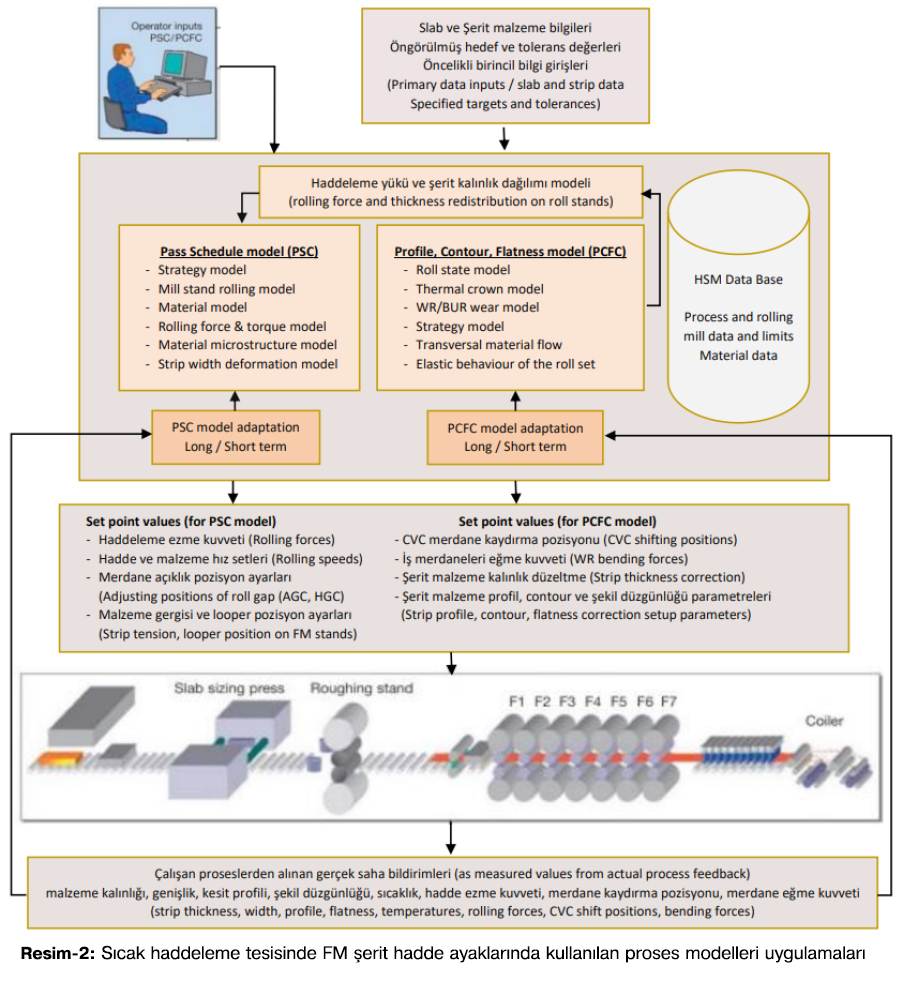
Halen günümüz teknolojisinde kullanılmakta olan ve bilinen yassı şerit sıcak malzeme haddeleme proseslerine ait Seviye-2 otomasyonu model uygulamaları aşağıda verilmiştir.
Haddelemede ana strateji modelleri (Material Rolling Strategy Models):
Basic Strategy Model, Load Redistribution Model, Hot Yield Stress Model, Rolling Force & Torque Model, Material Deformation Model, Material Microstructure Model, Material Flow Stress Model, Strip Width Deformation Model.
Hadde ayaklarında uygulama modelleri (Mill Stand Housing Models):
Pass Schedule Calculation Model, Mill Stand Stretch Model, Mill Housing Strain Model, Roll Elastic Deflection Flattening Model, Strip Profile/Contour/Flatness Calculation and Setup Model, Thermal Crown and Work Roll Wear Model, Roll Temperature Model.
Şerit malzeme soğutma modelleri (Strip Cooling Setup and Steel Structure Models):
ROT Cooling Model, Enthalpy Model, Phase Transformation Model, Heat Transfer and Conduction Model, Austenite Decomposition Model, FM Multi Stand Intercooling Model, Strip Coiling Model.
Şerit Hadde PSC modeli haddeleme programı hesaplama (FM Pass Schedule Calculation) işleminin tamamlanması ile kontrol sistemi algoritması haddeleme operasyonu için hazır olur. Bu hesaplamalarda model ve kontrol sistemi, çok ayaklı şerit haddenin son hadde ayağı çıkışında yakalanması gereken şerit malzeme kalınlık ve sıcaklık parametreleri esas alınarak, hadde ayaklarında merdane ezme kuvveti dağılımını, her bir stand ayağındaki ezme (draft) %’sini ve hadde ayaklarındaki kalınlık dağılımını ve şerit hadde hız konisini belirlemiş olarak haddelemeyi başlatır. Kontrol algoritmaları ayni zamanda şerit profili ve şekil düzgünlük kontrol aktüatörlerini (iş merdanesi eğme/bükme kuvvetleri ve merdane kaydırma setleri, merdane soğutma sistemi nozul setleri, v.s.) belirler ve harekete geçirir. Algoritma, nihai şerit malzemenin verilen hedef kalınlığı, hedef profil ve konturu ve hedef düzlüğünü yakalamak üzere diğer modeller ile ortaklaşa kontrollerini gerçekleştirir.
Şerit hadde (Finishing Mill) haddeleme program hesaplamaları, kaba haddeden (Roughing Mill) gelen transfer bar sıcak malzeme özelliklerine bağlı olup kaba hadde haddeleme programı hesaplama (RM Pass Schedule Calculation) işleminin tüm verilerini kullanır.
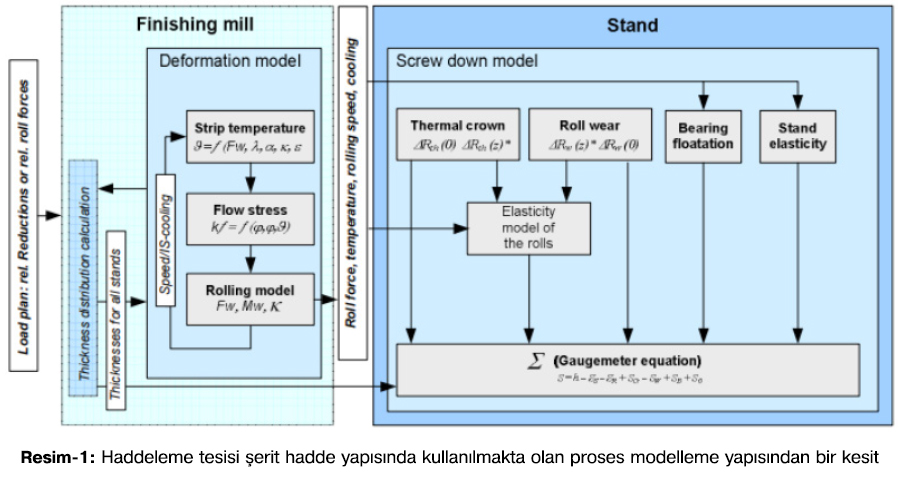
Merdane sıcaklığı (roll temperature) modeli, merdane termal bombe (roll thermal crown) modeli ve iş merdanesi yüzey aşınma (work roll wear) modeli, hem iş (WR) hem de destek (BUR) merdanelerinin radyal ve eksenel sıcaklık dağılımlarını gerçek zamanlı olarak hesaplar. Merdaneler içindeki sıcaklık dağılımına bağlı olarak, ilgili çalışan merdane konturları (roll contours) ve termal bombelenmeler (thermal crowns) belirli bir yaklaşım modellemesi ile belirlenir. İş merdanelerinin termal bombesi (thermal crown) ve aşınması (roll wear), şerit malzemenin haddelendiği hadde ağzında hesaplanan ve set edilen merdane boşluğu açıklık değerini (roll gap) doğrudan etkiler. Ek olarak, hem iş merdaneleri hem de destek merdanelerinin termal bombeleri (thermal crowns), alt-üst merdaneler arasındaki temas bölgesindeki haddeleme ezme kuvveti basınç dağılımını da etkiler. Bu etki hadde ayağı içerisinde yerleşik merdane yığınının elastik deformasyonunu (mill modules) değiştirir ve böylece merdane boşluğu şeklini ve sıçrama değerini de dolaylı olarak etkiler.
Şerit hadde çıkışında ölçülen şerit malzeme profil, kontur ve şekil düzgünlük değerleri, model parametrelerinin adaptasyonu için kullanılır. Doğrusal olmayan bir optimizasyon algoritması, şerit malzeme şekilsel geometrisinin, sıcaklık bilgisinin ve özellikle malzemenin çelik metalürjik iç yapı bileşiminin, haddelemede merdane boşluğundaki sürtünme üzerindeki etkisini çevrimdışı olarak tanımlar ve malzeme akış modeli (material flow model) için ilgili parametreleri optimize eder. Çevrimiçi (on-line) ve uzun dönemli (long term) optimizasyon, aynı haddehane stand ayaklarında haddelenen benzer şerit malzemelerden elde edilen sonuçların kullanılmasına ve verilerin çoğaltılarak optimum parametrelerin oluşturulmasına dayanır.
Soğutma modelleri ve kontrol sistemi, şerit hadde ve bobin sarıcı arasındaki malzeme sıcaklığını soğutmak için kullanılır. Matematiksel bir model grubu, şerit hadde ayakları bölgesi ile duşlu masalar (FM runout tables/filler tables) bölgesinde işlem görmekte olan sıcak haddelenmiş şeridin soğutma özelliklerini hesaplar. Su soğutma sisteminin sprey vana ayarları, gerçek zamanlı kontrol, çevrimiçi adaptasyon, şeritten şeride kalıtım vb. gibi model fonksiyonları kullanılarak soğutma modeli tarafından hesaplanır. Soğutma Modeli, tüm şerit üzerindeki sıcaklık dağılımının gerçek zamanlı hesaplaması, Fourier-ısı iletim eşitlik denklemine (Fourier-heat conduction equation) ve Entalpi ilkesine (Enthalpy principle) dayanmaktadır. Modeller, ısı iletişim denklemini çözmek için sayısal yöntemler ile Katman modeli (Layer model) kullanılır. Soğutma modelleri ile bobin sarmada istenilen çelik kalitesi özelliklerinde sarma sıcaklığı yakalanır.
Model parametreleri güncellemeleri, haddeleme sırasında bir şeritten bir sonraki şeride çevrimiçi olarak uyarlanır. Hesaplanmış ve doğrulanmış veriler ile edinilen sonuçlar, depolanmış haddeleme program set verileri olarak depolanır (a stored schedule data on Data Base) ve kısa vadeli haddeleme verileri yakalama (short-term inheritance data) için kullanılır. Ek olarak, malzeme kalitesi ve boyut ebatlarına göre tüm haddelenmiş şerit malzeme gruplarının geçerli iyi sonuçları, uzun vadeli öğrenme kalıtımı (long-term learning inheritance) ile oluşan veriler, bir sinir ağı (neural network) üzerinden modelin sürekli öğrenmesi için temel oluşturur. Ek olarak, uzun vadeli model uyarlaması için sinir ağı tabanlı algoritmalar kullanılır.
4. Sonuçlar
Süreç modelleri yazılımı, genellikle Süreç Teknolojisi Uygulamaları (process technology applications) olarak kategorize edilmelerine rağmen, Denetleyici Süreç Otomasyonunun (supervisory process automation) bir parçası olarak da düşünülebilir. Son yıllarda süreç modelleme teknolojisinde büyük gelişmeler kaydedilmiştir. Günümüz teknoloji uygulamaları, ampirik veya tablo (empirical or tabular) çözümlerini teorik ve fiziksel ve matematik çözümleriyle değiştirerek öngörülmüş hata miktarını azaltmaya büyük önem verilmiştir.
Yüksek hızlı ve çok parametreli proses uygulamalarında süreç modelleri yazılımı, genellikle “Süreç Teknolojisi Uygulamaları” olarak kategorize edilmelerine rağmen, adaptif öğrenen Denetleyici Süreç Otomasyonunun bir parçası olarak da düşünülebilir. Son yıllarda süreç modelleme teknolojisinde büyük gelişmeler kaydedilmiştir.
Sıcak ve Soğuk Haddehaneler genellikle model tabanlı gelişmiş kontrol algoritmalarının geliştirilmesini ve uygulanmasını motive etmiştir. Gelişmiş model tabanlı algoritmalar kullanıldığından, gerektirdiği gibi sağlam ve karmaşık olmaları önemlidir. Kestirimci kontroller ile çok değişkenli ana kontrolörlerin her ikisi de haddeleme prosesi karmaşık özel yapısından yararlanmıştır, böylece kontrolörler anlaşılabilir yapılara getirilmiş ve basitleştirilmiştir.
Haddeleme otomasyonunun en kritik kısmı olan Seviye-2 bilgisayar kontrol yapısında koşturulan proces modelleri, büyük boyutlu veri işlemek üzere network üzerinden yapay sinir ağları kullanarak çalışma imkânlarına sahiptir. Gelişmiş uygulamalarda, yapay zekâ (intelligent architecture) kullanarak oluşturulan modeller, süper güçlü arama motorları gibi çalışırlar.
Model tabanlı endüstriyel proses otomasyonu, endüstriyel tesislerin verimliliğini artırmak, ürün malzeme kalitesini yakalamak, ürün maliyetlerini düşürmek ve müşteri memnuniyetini sağlamak nihai hedefi ile bir üretim sürecini otomatikleştirmek için yeni teknoloji ve kontrol sistemlerinin birleşik uygulanmasıdır.
Kaynaklar:
[1] “Modelling, Simulation and Identification for Control of Tandem Cold Rolling Mill”; Péricles Guedes Alves; José Adilson de Castro; Luciano Pessanha Moreira; Elder Moreira Hemerly; Mat. Res. vol.15 no.6 São Carlos Nov./Dec. 2012 Epub Oct 23, 2012.
[2] “A Simple Rolling Mill Model with Linear Quadratic Optimal Controller”; Pittner J., Samaras NS., Simaan MA.; IEEE, IAS; 2002. p. 142-149.
[3] “Rolling Strategy and Rolling Directives on FM multi-stands by using L2 models”; “APX setup algorithm and adaptation”; Primetals Technologies Documents, 2021.
[4] “Development of a Mathematical Model for Strip Thickness Profile”; Guo R.M.; Iron and Steel Engineering, Vol. 67, 1990, No. 9, p. 32-39.
[5] “A Mathematical Model with a Combined Analytical and Numerical Approach for Predicting the Thickness Profile of a Cold-Rolled Strip”; Pawelski O., et al, Steel Research 56, No. 6, 1985, p. 327-331.