



Yazar: Özge ARARAT, Rıdvan YAMANOĞLU, Muzaffer ZEREN
ozge.ararat@kocaeli.edu.tr, ryamanoglu@kocaeli.edu.tr, zeren@kocaeli.edu.tr
Kocaeli Üniversitesi Metalurji ve Malzeme Mühendisliği Bölümü 41380, Kocaeli

Aluminum Coatings on Magnesium and Its Alloys by Hot Pressing
ÖZET
Otomotiv ve havacılık sektörlerinde hem CO2 emisyonunun çevreye verdiği zararları hem de yakıt tüketimini azaltmak amacıyla araçların hafifletilmesi gerekmektedir. Magnezyum düşük yoğunluğu (1.74 g/cm3) ve yüksek dayanım/ağırlık oranına sahip olması nedeniyle otomotiv, uzay ve havacılık sektörleri için ideal bir malzeme haline gelmiştir. Ancak korozyon ve aşınma dirençlerinin zayıf olması magnezyum alaşımlarının kullanımını ciddi bir şekilde engellemektedir. Bu çalışmada, magnezyum ve alaşımlarının aşınma ve korozyon özelliklerinin geliştirilmesi amacıyla sıcak pres yöntemini kullanarak alüminyum ile kaplanması üzerine yapılan çalışmalar ele alınmıştır.
Anahtar kelimeler: magnezyum alaşımları, alüminyum kaplama, sıcak pres.
ABSTRACT
It is necessary to make light vehicles for reducing fuel consumption and CO2 emissions in the automotive and aerospace industry. Low weight and high strength/weight ratio of magnesium make it an ideal metal for automotive and aerospace industry. However its poor corrosion and wear resistance properties hinder its widespread use in many applications. In this study, studies in recent years related aluminum coatings on magnesium by hot pressing for improving of its wear and corrosion properties was investigated.
Keywords: magnesium alloys, aluminum coatings, hot pressing.
1- Giriş
Yüksek dayanım/ağırlık oranı ve hafifliğin yanı sıra magnezyum biyouyumluluk, yüksek termal iletkenlik, yüksek enerji sönümleme kapasitesi, yüksek geri dönüşüm potansiyeli, iyi işlenebilirlik özelliklerine de sahiptir. [1] Bu özellikleri göz önünde bulundurulduğunda magnezyum ve alaşımları otomotiv ve havacılık sektörleri dışında bilgisayar parçaları, cep telefonları, spor ekipmanları, biyomalzemelerde de kullanılmaktadır. Ancak magnezyumun aşınma ve korozyon direncinin düşük olması bazı uygulamalarda kullanımını sınırlandırmaktadır. [2,3] Aşınma ve korozyon direncini arttırmak için üç temel yöntem vardır: 1) magnezyumun saflığını geliştirmek, 2) spesifik alaşım elementi ilave etmek, 3) magnezyuma yüzey iyileştirmesi yapmaktır. [4] Bu bakımdan son zamanlarda termal sprey, soğuk sprey, sıcak presleme, PEO, PVD, elektrolitik kaplama, kimyasal kaplama, anodizasyon gibi bir çok yüzey iyileştirme teknikleri geliştirilmiş ve uygulanmıştır. [2,5,6]
Alüminyum magnezyum alaşımlarında en yaygın kullanılan alaşım elementidir. Sertliği ve dayanımı arttırmanın yanı sıra kimyasal olarak magnezyumdan daha kararlı olduğu için korozyon direncini de arttırmaktadır. Bu nedenle magnezyum alaşımı üzerine yapılacak olan alüminyum kaplama korozyon ve aşınma özelliklerini geliştirmektedir. [5,7,8] Magnezyumun ve alüminyumun yüzeyinde bulunan gevrek oksit tabakası diğer metallerle birleştirme işleminde büyük zorluk yaratmaktadır. Ancak 437 oC sıcaklıkta Mg-Al ötektik alaşımı meydana gelmektedir. Bu ötektik alaşım Mg ile Al arasında lehim görevi göreceği ve iki metali birleştireceği düşünülerek sıcak presleme yöntemiyle magnezyumu alüminyum ile kaplama çalışmaları yapılmıştır. [9]
2. Mekanizmalar
Magnezyumu alüminyum ile kaplamak için yapılan çalışmalarda iki metal arasında dayanıklı bir bağ meydana getirmek amacıyla Mg/Al ötektik alaşımı esas alınmıştır. (Şekil 1)’de verilen Mg-Al faz diyagramına göre 437 oC’de ötektik reaksiyon (L α-Mg + β-Mg17Al12) oluşmaktadır. Ötektik alaşım 450 oC’ye gelmeden önce eriyecektir. (α-Mg + β-Mg17Al12 L) Sıvı-katı difüzyonu katı-katı difüzyonundan daha hızlı olacağı için ötektik alaşım ile Mg-Al arasında mükemmel bir difüzyon olacak ve çok iyi bir bağ meydana gelecektir. [9,10]
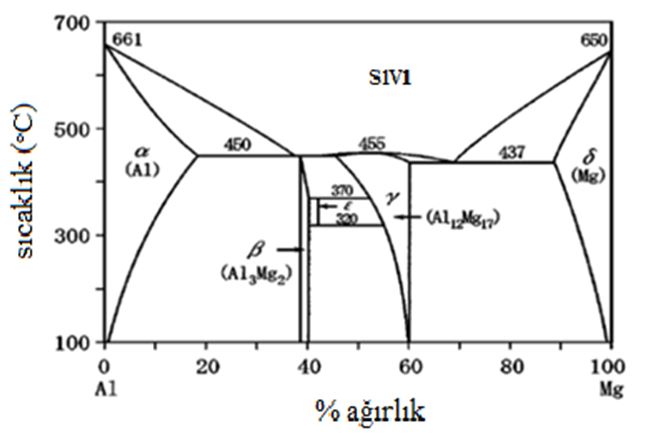
Şekil 1 - Al-Mg faz diyagramı [10]
Yapılan ilk çalışmalarda basınç uygulamadan sadece ısıl işlem uygulaması yoluna gidilmiştir. Shitgematsu, yaptığı çalışmada AZ91D magnezyum alaşımı üzerine saf alüminyumu kaplamak için basınç uygulamadan 450 oC’de 15 ve 60 dakikalık sürelerde ısıl işlem uygulamıştır. [11]
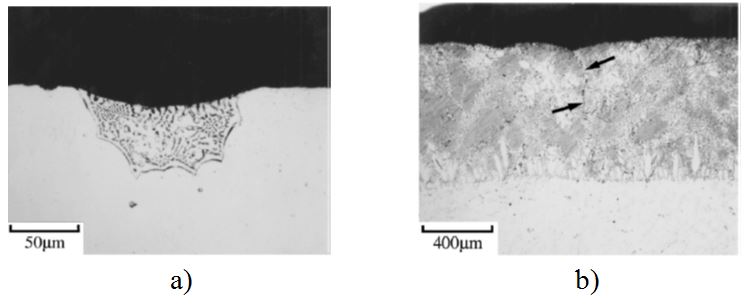
Şekil 2 - 450 oC’de a) 15 dak. ve b) 60 dak. ısıl işlem görmüş numunelerin ışık mikroskobundaki ara kesit görüntüleri [11]
(Şekil 2)’de 450 oC’de 15 dakikalık ve 1 saatlik ısıl işlem sonrasındaki Mg/Al ara kesit görüntüleri verilmiştir. 15 dakikalık ısıl işlem sonrasında reaksiyona girmiş tabakanın henüz bütün yüzeyi kaplamadığı görülmüştür. 1 saatlik ısıl işlem sonrasında ise 780µ kalınlığında bütün yüzeyi kaplamış arayüzey oluştuğu görülmüştür. Alüminyum bölgesinin yüzeyinde birçok çatlak tespit edilmiş olmasına rağmen arayüzey tabakası ile AZ91D sınırında herhangi bir çatlağa ya da gözeneğe rastlanmamıştır. [11]
Kaplama yüzey tabakasındaki XRD sonuçlarında (Şekil 1)’de verilen Mg-Al faz diyagramında olduğu gibi Al12Mg17 intermetaliği ve αMg bulunmuştur. Ancak diğer intermetalik bileşiklerin yüzey tabakasında bulunmadığı saptanmıştır. Yapılan sertlik testi sonucunda AZ91D alaşımının sertliği 60 HV iken ara yüzey sertliğinin 140-160 HV arasında olduğu ve sertlikte intermetalik fazın etkisiyle ciddi artışın meydana geldiği tespit edilmiştir. [11]
Aynı şekilde Sun ve diğerleri basınç uygulamadan AZ31 magnezyum alaşımı ile saf alüminyumu ısıl işlem uygulayarak birleştirmişlerdir. Farklı sıcaklık (440, 460, 480, 500 oC) ve sürelerde (1, 5, 10, 30, 60 ve 120 dak) ısıl işlem yapılmıştır. [12]
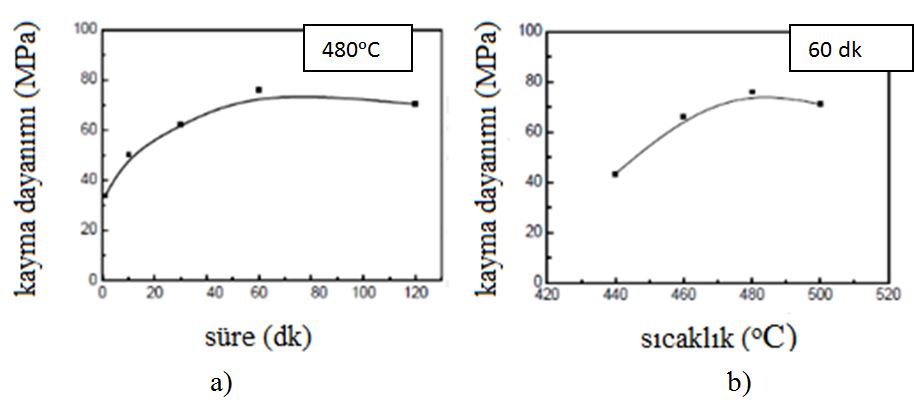
Şekil 3 - a) Süre-kayma dayanımı ilişkisi ve b) Sıcaklık-kayma dayanımı ilişkisi [12]

Şekil 4 - a) Bağ oluşumu öncesi-sonrası SEM görüntüleri ve b) İntermetaliklerin oluşumu [13]
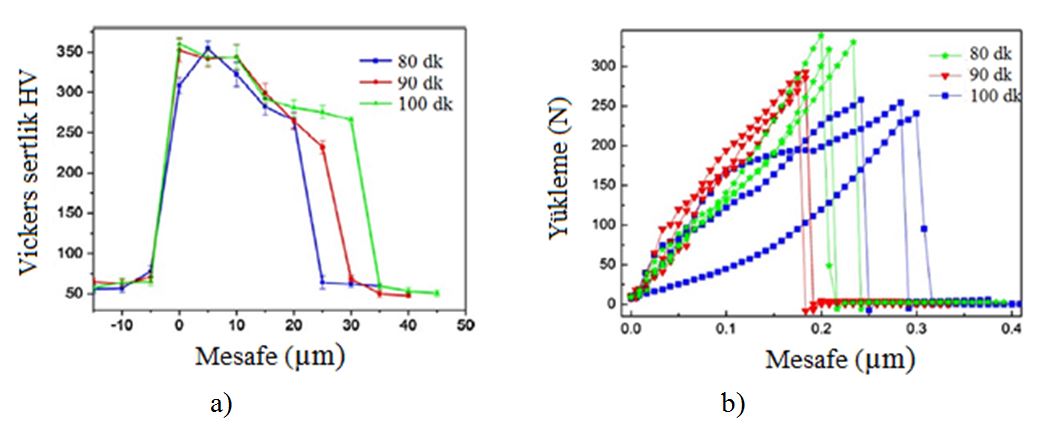
Şekil 5 - Arakesitin farklı tutma sürelerindeki a) Sertlik dağılımı ve b) Kayma dayanımı değerleri [13]
(Şekil 3)’de kayma dayanımın artan sıcaklık ve süre parametreleri ile değişimi verilmektedir. AZ31’in kayma dayanımı değerinin 82.4 MPa olduğu tespit edilmiştir. Meydana gelen arayüzeyin dayanımını tespit etmek amacıyla yapılan testlerde en yüksek kayma dayanımı 480 oC ve 60 dakikalık ısıl işlem uygulanarak elde edilen arayüzeyde 72.1 MPa olarak tespit edilmiştir. Bu sıcaklık ve süreden sonra kayma dayanımı azalmaktadır. Bunun sebebinin, 480 oC sıcaklıktan ve 60 dakikalık süreden sonra Al12Mg17 intermetalik miktarının azalması ve yapıda tane kabalaşmasının meydana gelmesi olarak belirtilmiştir. [12]
Bu çalışmaların ardından arayüzeydeki bağ dayanımını ve sertliği arttırmak amacıyla ısıl işlemle beraber basınç da uygulanmaya başlanmıştır. Böylece daha az gözenekli bir yapı elde edilmeye çalışılmıştır.
Yunzhu, 475 oC sıcaklık ve 1 MPa basınç altında farklı sürelerde yaptığı magnezyumu üzerine alüminyum kaplama çalışmasında arayüzeyin sertliğini ve kayma dayanımını incelemiştir. (Şekil 4 a ve b)’de bağ oluşumu meydana gelmeden ve geldikten sonraki ara kesit görüntüleri (Şekil 4.a) ile ötektik noktada intermetalik fazların meydana gelmesi (Şekil 4.b) görülmektedir. (Şekil 5)’de ise iki metalin ve arakesitin sertlik ve kayma dayanımı değerleri verilmektedir. [13]

(Şekil 5a ve b)’de sertlik testleri ve kayma dayanımı testleri verilmiştir. Arayüzeyin sertliği katı ergiyik sertleşmesi etkisiyle her iki metalden de yüksektir. Arayüzeyde meydana gelen sert intermetalik fazlar sertliğin artmasını sağlamıştır. İntermetalik fazlar proses süresinin 80 dakikadan 100 dakikaya artmasıyla kalınlaşmaktadır. Kalınlaşan gevrek intermetalikler kayma dayanımının azalmasına sebep olmuştur. [13] Magnezyumun aşınma özelliğini geliştirmek amacıyla yapılan bir başka çalışmada ise Yamanoğlu toz haldeki magnezyumu yine toz haldeki ön alaşımlı Al-4Cu-1Mg alüminyum alaşımıyla sıcak pres uygulayarak kaplamıştır. 35 MPa basınç ve 560 oC sıcaklık altında 10 dak. süren sinterleme işlemiyle kaplama gerçekleştirilmiştir. (Tablo 1)’de aşınma testi sonrasında elde edilen sonuçlar verilmiştir. [14]
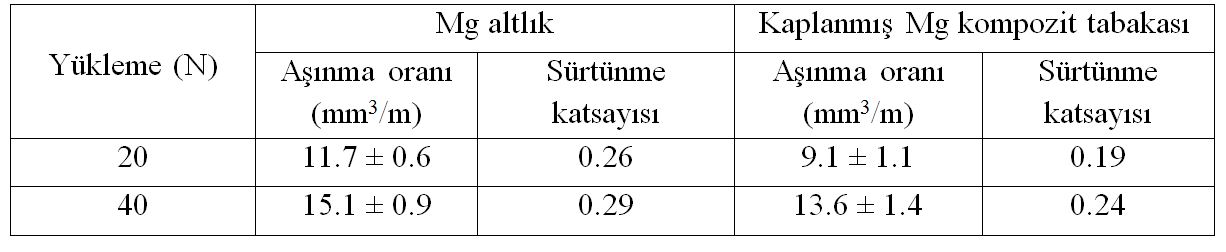
Tablo 1 - Mg altlık malzemenin ve Al ile kaplanmış yüzeyin uygulanan yüke bağlı olarak elde edilen aşınma oranları ve sürtünme katsayıları [14]
Mg ve Al alaşımlarının aşınma mekanizması önce abrazif aşınma sonra adhezif aşınma oluşumu şeklindedir. Liang, 450 oC’de farklı yük miktarları altında sıcak presleme yöntemiyle saf magnezyum ile saf alüminyumu birleştirmiş ve kaplamanın korozyon özelliklerini incelemiştir. (Tablo 2)’de farklı proses koşullarında elde edilen numuneler listelenmiştir. [9]
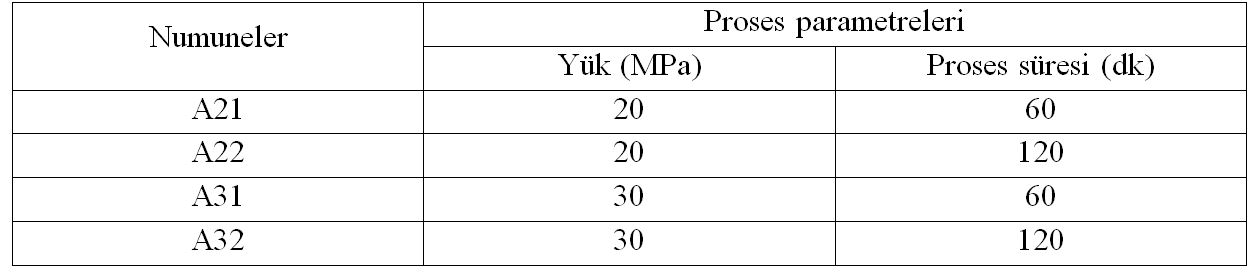
Tablo 2 - Farklı proses parametrelerinde hazırlanmış numuneler [9]
(Şekil 6)’da A32 numunesine ait SEM görüntüsü ve EDS sonuçları verilmiştir. SEM görüntüsünden de anlaşılacağı gibi her iki tarafta da bir geçiş tabakası oluşmuştur. Geçiş tabakalarında meydana gelen Mg2Al3, Mg7Al12 intermetaliklerini içeren ötektik alaşım sayesinde Mg ile Al arasında sağlam bir bağ yapısının meydana geleceği düşünülmüştür.

Şekil 6 - A32 numunesine ait a) Arakesit görüntüsü (SEM) b) EDS sonuçları [9]
Kaplama dayanımının incelenmesi açısından sıcak presleme ile birleştirilen Mg-Al numunelerine 3 nokta eğme testi yapılmıştır. (Tablo 3)’de farklı proses parametreleri ile elde edilen numunelerin eğme dayanımları verilmiştir. Buna göre artan basınçla eğme dayanımı artmıştır. Proses süresinin artması ise eğme dayanımı ciddi bir artış yaratmamıştır. 1 saatlik süre difüzyon için yeterli olmuştur. [9]
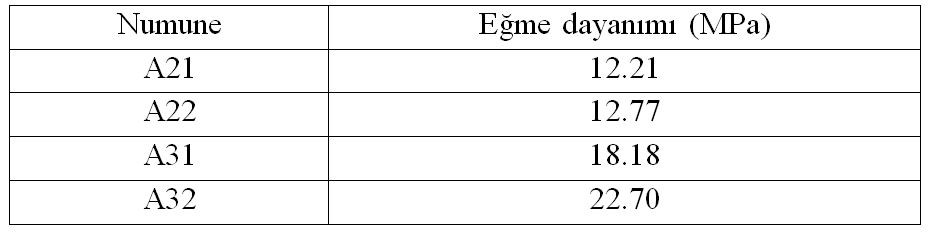
Tablo 3 - Numunelerin Mg/Al bağlantılarının eğme dayanımları [9]
Mg, Al ve Al ile kaplanmış Mg’ye elektrokimyasal korozyon testi yapılmıştır. (Şekil 7)’de % 5 NaCl çözeltisi içinde yapılan korozyon testi ile elde edilen polarizasyon eğrileri gösterilmektedir. Açık devre potansiyelleri Mg için -1.250 V, Al için kaplanmış Mg için -0.887 V, Al için ise -0.760 V’dir. Elde edilen sonuçlara göre Al ile kaplanmış magnezyumun yapısında meydana gelen intermetalik fazlar sayesinde korozyon direncinin arttığı görülmektedir. [9]

3.Sonuçlar
Yapılan çalışmaların da gösterdiği gibi sıcak presleme yöntemiyle magnezyum üzerine kaplama işlemi başarılı bir şekilde gerçekleştirilebilmektedir. Magnezyum ile alüminyumun 437ᵒC gibi düşük bir sıcaklıkta meydana getirdikleri ötektik alaşım, katı faz difüzyonu için gereken yüksek sıcaklık ve sürelere ihtiyaç duyulmadan 450ᵒC ve 1 saatlik gibi kısa sürelerde iki metalin birleştirilmesini sağlamaktadır.
Kaplama tabakasına uygulanan testler de uygulamanın başarılı olduğunu göstermektetir. Çalışmalar sonucunda elde edilen veriler magnezyumun yüzey özelliklerinin geliştiğini, daha iyi aşınma ve korozyon davranışı gösterdiğini kanıtlamaktadır. Devam eden bu gibi çalışmalar sayesinde hafifliği ve yüksek dayanım/ağırlık oranı yanında yüzey özellikleri de geliştirilen magnezyum ilerleyen zamanlarda daha fazla uygulama alanı bulacaktır.
Referanslar
[1] H. Bu, M. Yandouzi, C. Lu, B. Jodoin, ‘Effect of heat treatment on the intermetallic layer of cold sprayed aluminum coatings on magnesium alloy’, Surface & Coatings Technology, 205, 4665-4671, 2011
[2] J.E. Gray, B. Luan, ‘Protective coatings on magnesium and its alloys – a critical review’ Journal of Alloys and Compounds, 336, 88-113, 2002
[3] B. Torres, C. Taltavull, A.J. Lopez, M. Campo, J. Rams, ‘Al/SiCP and Al11Si/SiCpcoatings on AZ91 magnesium alloy by HVOF’, Surface & Coatings Technology, 261, 130-140, 2015
[4] N. E. Mahallawy, M. Harhash, S. Ataya, M.A. Elhady, ‘Hot press cladding of AZ31/Al couple: microstructure and kinetics characterization’, Materialwissenschaft und Werkstofftechnik, 45, 2014
[5] B. Zhu, W. Liang, X. Li, ‘Interfacial microstructure, bonding strength and fracture of magnesium-aluminum laminated composite plates fabricated by direct hot pressing’ Materials Science and Engineering A, 528, 6584-6588, 2011
[6] H. Li, S. Lu, W. Qin, L. Han, X. Wu, ‘Improving the wear properties of AZ31 magnesium alloy under vacuum low-temperature condition by plasma electrolytic oxidation coating’ Acta Astronautica, 116, 126-131, 2015
[7] L.H. Chiu, C.C. Chen, C.F. Yang, ‘Improvement o corrosion properties of in an aluminum -sprayed AZ31 magnesium alloy by a post-hot pressing and anodizing treatment’ Surface & Coatings Technology, 191, 181-187, 2005
[8] M. Gupta, N.M.L. Sharon, ‘Magnesium, Magnesium Alloys and Magnesium Composites’. 39, 2011
[9] X. Li, W. Liang, X. Zhao, Y. Zhang, X. Fu, F. Liu, ‘Bonding of Mg and Al with Mg-Al eutectic alloy and its application in aluminum coating on magnesium’, 471, 408-411, 2009
[10] ASM Metal HandBook, vol. 3, ‘Alloy Phase Diagrams’, 305, 1992
[11] I. Shıgematsu, M. Nakamura, N. Saıtou, K. Shımojıma, ‘Surface treatment of AZ91D magnesium alloy by aluminum diffusion coating’, Journal of Materials Science Letters, 19, 473-475, 2000
[12] D.Q. Sun, X.Y. Gu, W.H. Liu, ‘Transient liquid phase bonding of magnesium alloy (Mg-3Al-1Zn) using aluminium interlayer’, Materials Science and Engineering A, 391, 29-33, 2005
[13] W. Liu, L. Long, Y. Ma, L. Wu, ‘Microstructure evoluiton and mechanical properties of Mg/Al diffusion bonded joints’, 643, 34-39, 2015
[14] R. Yamanoğlu, ‘In situ aluminum alloy coating on magnesium by hot pressing’, Acta Metallurgica Sinica (English Letters), 28(8), 1059-1064, 2015