Dr. D. Ali YAŞACAN, Gizem Eda VAROL, Selçuk YILMAZ
İstanbul Teknik Üniversitesi Metalurji ve Malzeme Mühendisliği
Advanced High Strength Steel Qualities in Automotive Industry
ÖZET
Sürekli gelişen otomotiv sektöründe güvenlik, yakıt tasarrufu ve hafiflik gibi parametreler, otomotiv çelik kalitelerin gelişimine zemin hazırlamıştır. Bu anlamda yüksek mukavemetli (HS) çelikle başlayan yenilikler, malzeme bilimindeki teknolojik gelişmeler yardımıyla, geliştirilmiş yüksek mukavemetli (AHS) çeliğe kadar ilerlemektedir. Düşük karbonlu AHS çeliği, kolay şekil alabilme kabiliyeti sayesinde otomobil yapımında oldukça kullanışlıdır; ayrıca yüksek mukavemet özelliği, otomobilin darbe dayanımlarını büyük oranda arttırır. Mukavemet ve metalurjik özelliklerine göre sınıflara ayrılan AHS çelik kaliteleri, yüksek performans özellikleri sayesinde otomotiv sektöründe öncü çelik sınıfını oluşturur.
Anahtar kelimeler: Çelik; Yüksek mukavemetli çelik (HSS) kaliteleri; Geliştirilmiş yüksek mukavemetli çelik (AHSS) kaliteleri; Otomotiv sektörü
ABSTRACT
Continuously improving automotive industry leads to the growth of automotive steel qualities depending on security, fuel economy and weight reduction parameters. Innovation of high strength steel (HSS) has been contributed the evolution of advanced high strength steel (AHSS) owing to developing technology of the material science. High formability of low carbon AHSS facilitates manufacturing automobile; in parallel with that, high strength feature increases their impact resistance. AHSS qualities which are divided into two categories based on metallurgical properties and strength features are the pioneering steels in automotive industry due to their high performance.
Keywords: Steel; High strength steel (HSS) qualities; Advanced high strength steel (AHSS) qualities; Automotive industry
1- Giriş
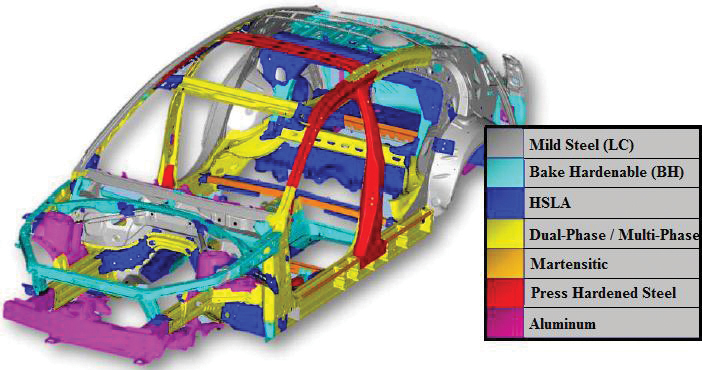
Otomotiv sektöründe güvenlik, yakıt tasarrufu, çevrecilik, üretebilirlik, sağlamlık ve kalite gibi önemli parametreler, malzeme seçimine yönelik çalışmaların başlamasında etkilidir. Bu parametreler doğrultusunda rekabetin yer aldığı otomotiv sektöründe, farklı kaliteler içeren <Geliştirilmiş Yüksek Mukavemetli Çelik (AHSS)> yaygın olarak kullanılmaktadır. Yüksek mukavemetli (HS) çeliği genel anlamda ferritik mikroyapıya sahipken; AHS çeliği daha karmaşık mikroyapıya sahip olması sayesinde, yüksek mukavemet ve süneklik özellikleri bakımından ön plana çıkmıştır. Ayrıca yüksek şekil alma kabiliyeti, otomobil üretiminde büyük kolaylık sağlamaktadır. [1]. Otomobil yapımında kullanılan çelik kaliteleri Şekil 1‘ deki gibidir [2].
Şekil 1. Otomobil yapımında kullanılan çelik kaliteleri [2]
2. Otomotiv Sektöründe Kullanılan Çelik Kaliteleri
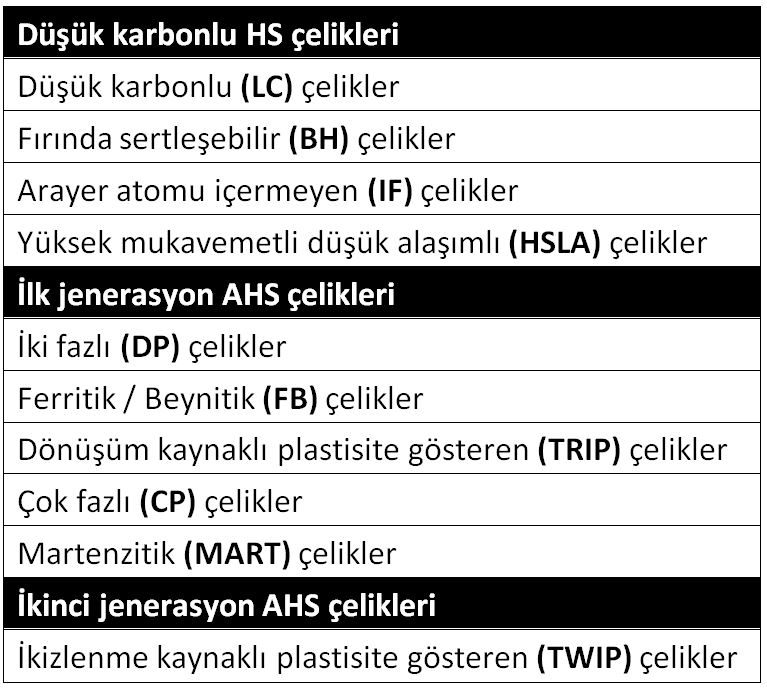
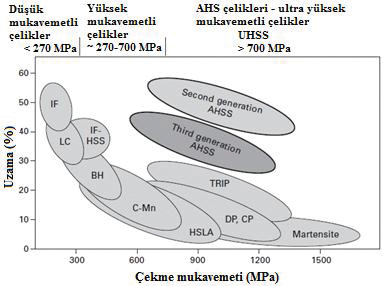
Otomobil sektöründe kullanılan çelik kaliteleri, malzeme mikroyapılarına bağlı olarak genel anlamda üç temel kategoriye ayrılmaktadır. İlk kategori olan düşük karbonlu (C oranı % 0,13 ve daha düşük) yüksek mukavemetli (HS) çelikleri, otomotiv çelik kalitelerinin bel kemiğini oluşturmaktadır. İkinci kategori, HS çeliklerin geliştirilmiş halidir ki bu grup AHS çeliklerin ilk jenerasyonu olarak bilinir. Üçüncü kategori ise AHS çeliklerin ikinci jenerasyonundan oluşmaktadır. Bu üç kategori birbirlerinden farklı çelik sınıflarını barındırmakla beraber, fiziksel ve metalurjik açıdan ortak özelliklere sahiptir. Otomotiv çelik çeşitleri Tablo 1’ de gösterilmektedir [3]. Metalurjik açıdan kıyaslamanın yanında, bu çelik kaliteleri mukavemetlerine göre de sınıflandırılır. Şekil 2’ de mukavemetlerine göre otomotiv sektöründe kullanılan çelik kaliteleri gösterilmektedir [3].
Tablo 1. Otomotiv çelik çeşitleri [3]
Şekil 2. Mukavemetlerine göre otomotiv sektöründe kullanılan çelik çeşitleri [3]
2.1. Düşük karbonlu HS çelik kaliteleri
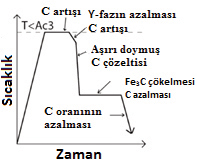
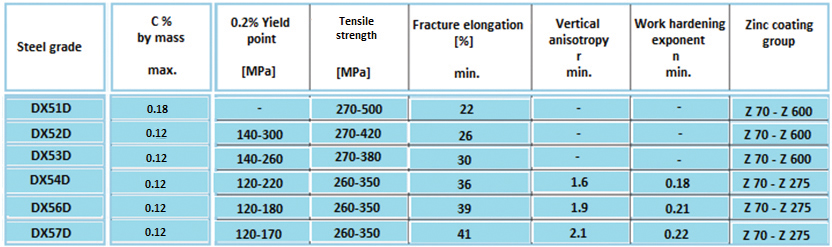
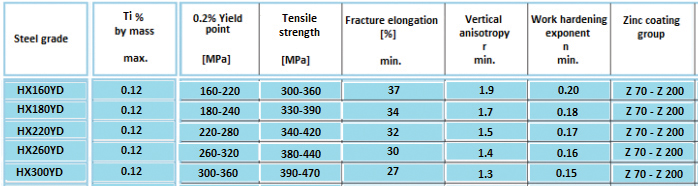
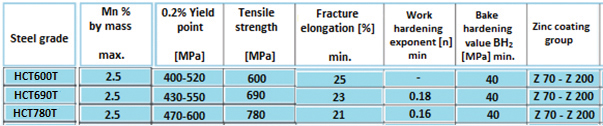
Düşük maliyet ve kolay şekil alabilme özellikleri sayesinde ilk başta düşük karbonlu (LC) çelikler ve ekstra düşük karbonlu (ELC) çelikler geliştirilmiştir. Geniş poligonal ferritik taneli mikroyapıya sahip LC çeliği, Şekil 3’ teki ısıl işlem döngüsü sonucu oluşturulur. LC çeliği, küçük parçalardan geniş derin çekme parçalarına kadar birçok otomotiv parçasında kullanılmaktadır. Düşük karbon içermesi sayesinde, yaygın olan otomotiv kaynak teknolojisinde de kullanıma uygundur. Fakat düşük akma mukavemeti nedeniyle darbe dayanımı düşüktür ve bu sebeple kullanımı sınırlıdır. Bu problemi ortadan kaldırmak amacıyla fırında sertleşebilir (BH) çelikler geliştirilmiştir [4]. Soğuk şekillendirmede kullanılan düşük karbonlu çelik kaliteleri Tablo 2‘ de verilmiştir [5].
Şekil 3. LC çelik tane yapısı oluşumu [4]
Tablo 2. Soğuk şekillendirmede kullanılan düşük karbonlu çelik kaliteleri [5]
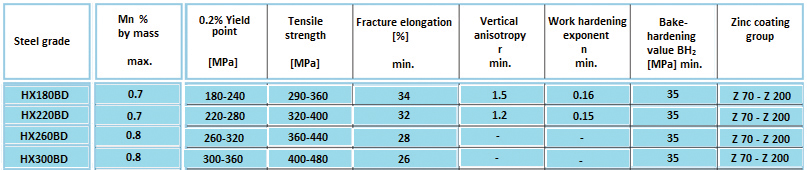
Fırında sertleşebilir (BH) çelikler temel ferritik yapıya sahip olup, katı çözelti sertleştirme sonucu oluşturulur. Deformasyon yaşlandırması mekanizmasına dayanan bu proseste önce çeliğe şekil (ön gerilme) verilir; sonra çelik boyanır ve boyalı çeliğe ısıl işlem uygulanır. Böylece fırında gerçekleşen pişirme sayesinde, akma mukavemetinde artış sağlanır. Bu çeliklerin oluşumu esnasında çözelti içinde karbon muhafaza edilip, boyalı halde fırına verildiğinde ya da oda sıcaklığında birkaç hafta bekletildiğinde karbon çözeltiden dışarı atılır. Bu aşama sayesinde süneklikte azalma olmaksızın, darbe direncini arttırmak amacıyla akma mukavemetinde artış sağlanır. BH çeliği, akma direncinin yüksek olması gereken otomobil dış panellerinde yaygın olarak kullanılmaktadır. Şekil 4’ te ön gerilme sonrası tek eksenli gerilme sonucu gerçekleşen BH mekanizması verilmiştir [6,7]. Galvaniz kaplı BH çelikte mukavemet artışı daha yüksek oranda sağlanır ve bu malzemenin şekil alma kabiliyeti daha yüksektir. Bu amaçla otomobil yapımında beyaz gövdede (body in white - BIW) yaygın olarak kullanılır. Tablo 3‘ te BH çelik kaliteleri verilmiştir [5].
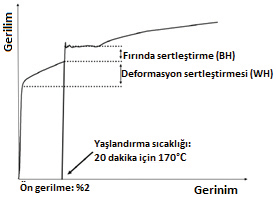
Şekil 4. BH mekanizması [6]
Tablo 3. Fırında sertleştirilir (BH) çelik kaliteleri [5]
Arayer atomu içermeyen (IF) çelikleri, N ve C olan arayer atomları eksik bir mikroyapıya sahiptir. Arayer atomlarını sabit tutabilmek amacıyla, Nb ve Ti gibi alaşım element ilavesi yapılır. Sabit tutulan arayer atom eksikliği sayesinde, IF çeliğinde yüksek oranda süneklik sağlanır. Aynı mukavemetli diğer çeliklere oranla anizotropi katsayı (r) değeri oldukça yüksektir. Bu özellik sayesinde, derin çekme ürünü açısından idealdir ki bazen ekstra derin çekme çeliği (EDDS) olarak da isimlendirilir. Düşük akma mukavemeti ve yüksek deformasyon sertleşmesi üssü (n) değerine sahiptir. Düşük karbonlu çeliklere oranla uzama oranları daha yüksektir. Tipik IF çeliği yaşlandırılmamıştır; bu sebeple sıcak daldırma yöntemi ile galvaniz kaplama prosesi için uygundur. Otomobil yapımında yaygın olarak çamurlukta, şekillendirilmesi zor olan yan panellerde ve taban panelinde kullanılır. IF çelik kaliteleri Tablo 4‘ te gösterilmiştir [1,5]. IF çeliğinde katı çözelti sertleştirme, karbür ve/veya nitrür çökelmesi ve tane küçültme yöntemlerinin kombinasyonu ile mukavemet artışı sağlanır. Mukavemet artışı, başka bir katı çözelti sertleştirici olan fosfor ile de gerçekleştirilir [7].
Tablo 4. Yüksek mukavemetli IF çelik kaliteleri [5]
Yüksek mukavemetli düşük alaşımlı (HSLA) çelikler, çökelti sertleştirme ve tane boyutu küçültme prosesleriyle oluşturulur. HSLA çeliğinde kaynak bölgesinde yumuşama olmaz ve tane boyutu büyümez; bu özellikleri sayesinde kolay kaynaklanabilme özelliği gösterir. Ayrıca bu çelikte kaplama seçenekleri (galvaniz gibi) geniştir. Galvaniz kaplı HSLA çeliğinde, müşteri isteğine bağlı olarak uzama yönündeki mekanik parametreler alternatif olacak şekilde değiştirilebilir. Buna bağlı olarak akma mukavemeti 20 MPa, çekme mukavemeti ise 10 MPa daha düşük bir aralığa indirilebilir. Uzama oranı ise %1 oranında arttırılabilir. HSLA çeliği büyük oranda süspansiyon sistemlerinde, şasede ve dayanıklılığı arttırıcı parçalarda kullanılır. Yorulma ve darbe dayanımı yüksektir. Şekil 4’ te HSLA 300 arka aks elemanı (rear cross member) gösterilmiştir [8,5]. HSLA çelik kaliteleri Tablo 5‘ teki gibidir [5].

Şekil 4. Otomobilde HSLA 300 arka aks elemanı (rear cross member) [8]
Tablo 5. HSLA çelik kaliteleri [5]
2.2. İlk jenerasyon AHS çelik kaliteleri
İki fazlı (DP) çelikler, martenzit dağılımlı ferritik mikroyapıya sahiptir. Ferritik yapı sünekliği sağlarken, martenzit yapı oranıyla da mukavemet oranı kontrol edilir. Yüksek mukavemet ve uzamanın yanında, DP çeliğinde süreksiz akma görülmez. Buna rağmen yüksek oranda BH etkisi görülür ki bu özellik martenzitik dönüşüm sonucu kazanılır. Otomobil üretiminde martenzit dağılımlı DP çeliği kullanımı ile, bu çeliğin yüksek dinamik absorblama (sönümleme) enerjisi sayesinde darbe dayanımı artar. Şekil 5’ te deformasyon sonucu ferrit-martenzit miktarının dinamik absorblama enerjisine etkisi gösterilmiştir [9]. Ayrıca DP çeliği yüksek çekme mukavemetine sahiptir; buna bağlı olarak uzama oranı ve deformasyon sertleşmesi üssü (n) değeri de yüksektir. Otomobil yan panelleri, aks bağlantı parçaları ve güçlendirme parçaları gibi çarpışmaya maruz kısımlarda kullanılır. DP çeliği otomobilde güvenliği sağlamakla birlikte, araç hafifliğininde de etkilidir. DP çelik kaliteleri Tablo 6‘ da verilmiştir [5].
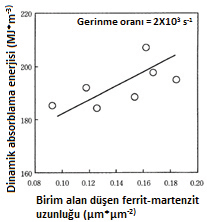
Şekil 5. Ferrit-martenzit miktarının dinamik absorblama enerjisine etkisi [9]
Tablo 6. DP çelik kaliteleri [5]
Ferritik / Beynitik (FB) çeliklerde, mikroyapılarındaki ferrit ve beynit tanelerinin inceltilmesi ve beynitle yapılan ikinci faz sertleştirmesiyle mukavemet artışı sağlanır. HSLA ve DP çeliklerine göre en öncelikli özellikleri, derin çekme testi (hole expansion test) ile ölçülmüş olan kesme kenarlarındaki gerilebilirliğin iyi olmasıdır. Aynı mukavemete sahip HSLA çeliğine oranla, n değeri ve toplam uzama miktarı daha yüksektir. Kolay kaynaklanabilme özelliğine sahiptir.
Çarpmaya karşı dayanımı ve yorulma direnci yüksektir. Otomotiv sektöründe kullanılan FB çelik örnekleri ve uygulama alanları Tablo 7’ deki gibidir [7].

Tablo 7. FB çelik örnekleri ve uygulama alanları [7]
Transformation Induced Plasticity (TRIP) yani dönüşüm katkılı plastisite gösteren çeliklerde, östenitten yavaş soğutma ve daha sonra hızlı soğutma ile kalıntı östenit oluşturulur. Gerilme veya deformasyon ile kalıntı östenitin belli bir kısmının deformasyon esnasında martenzite dönüşümü sonucu malzemede sertlik; geri kalan kalıntı östenitle de süneklik artışı sağlanır. Dönüşüm esnasında östenitten beynit fazına da geçiş olur. Mikroyapıda bulunan fazların dağılımı şu şekildedir: Ferrit (0,50-0,55), beynit (0,30-0,35), kalıntı östenit (0,07-0,15) ve martenzit (0,01-0,05). TRIP çeliğindeki en büyük özellik, mikroyapısında kalıntı östenit içermesinden ileri gelir. Bu çelik kalitesinde en iyi mekanik özellikleri elde etmek için karbon miktarı ve mikroyapıdaki dağılımı çok iyi olmalıdır ki soğutma işleminde östenitteki C miktarı 15-25°C‘ de de muhafaza edilsin. C miktarı, kaynaklanabilme özelliğini korumak amacıyla ağırlıkça % 0,20-0,25’ lere kadar sınırlıdır [10]. Potansiyel ağırlıkta azalma sağlamak için, ısıl işlemle BH mekanizması gerçekleştirilebilir. Otomobil sektöründe çarpmaya karşı uygulamalarda ve güvenlik parçalarında kullanılır. TRIP çelik kaliteleri Tablo 8‘ de gösterilmektedir [5]. HSLA, DP ve TRIP çelikleri için deformasyon sertleşmesi üssü (n) değerinin mühendislik gerinmeye (%) bağlı değişimi Şekil 6’ da verilmiştir [11].
Tablo 8. TRIP çelik kaliteleri [5]
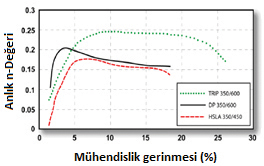
Şekil 6. HSLA, DP ve TRIP çelikleri için Anlık n-Değeri-Mühendislik Gerinmesi (%) ilişkisi [11]
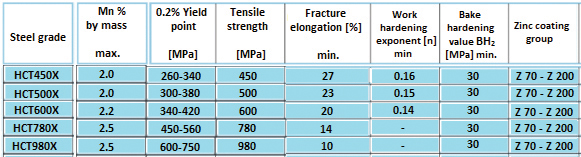
Çok fazlı (CP) çelikler, TRIP çelik mikroyapısına benzer özelliktedir; sadece kalıntı östenit içermez. Martenzit, beynit ve çökelme sertleşmesi ile elde edilen sert fazlar sayesinde, CP çeliğinin mukavemet değeri yaklaşık 800 ile 1000 MPa arasında değişmektedir. Bu özellik sayesinde, otomobillerde tampon gibi çarpmaya karşı dayanımlı bölgelerde kullanılır [12]. DP çeliğine oranla şekillenebilme özelliği daha iyidir. Ti, V ve Nb eklenmesiyle tane küçültmesi gerçekleştirilir [13]. Çinko kaplama yöntemine uygun olup, nokta kaynağı için elverişlidir [14]. Çok fazlı (CP) çeliğin mekanik özellikleri ve uygulama alanları Tablo 9’ daki gibidir [7]. CP çelik kaliteleri ise Tablo 10‘ da verilmiştir [5].
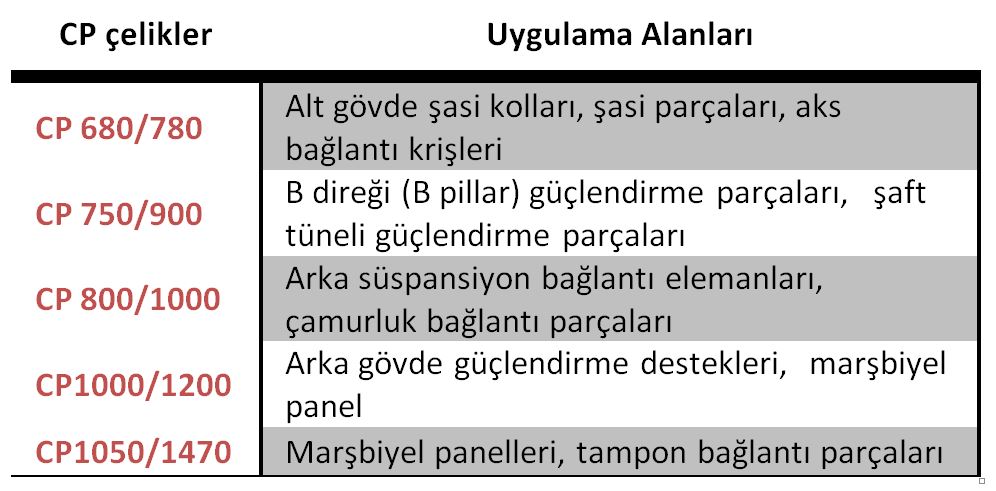
Tablo 9. CP çeliklerin mekanik özellikleri ve uygulama alanları [7]
Tablo 10. CP çelik kaliteleri [5]
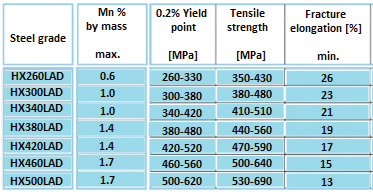
Martenzitik (MART) çeliklerde, genellikle sürekli tavlama prosesinden sonra su verme (quenching) işlemi ile % 100 martenzit yapılı çelik elde edilir. Diğer AHS çeliklerine oranla sünekliği daha düşük olmasına rağmen, çok yüksek mukavemetli çeliktir. Mukavemet sertliği, çelik yapısındaki C miktarına ve östenitleme sıcaklığına bağlıdır. MART çeliklerin mekanik özellikleri Tablo 11’ deki gibidir [15]. Çeliğin mekanik özellikleri, hızlı veya yavaş soğutmaya göre değişmektedir. Çeliği şekillendirme açısından sünekliği arttırmak amacıyla yavaş soğutma önemlidir. Değişik tavlama sıcaklıklarındaki 0,1C – 1,5Mn – 0,3Si içeren çelikte, su verme sıcaklığına göre % martenzit oranının değişimi Şekil 7’ de verilmiştir [16].
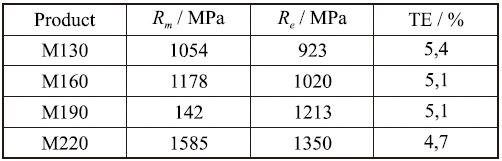
Tablo 11. MART çeliklerin mekanik özellikleri [15]
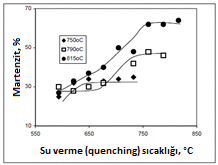
Şekil 7. Su verme sıcaklığına göre % Martenzit oranının değişimi (0,1C – 1,5Mn – 0,3Si) [16]
MART çeliğinde çekme mukavemeti 900-1000 MPa arasındadır ve genellikle C oranı % 0,09 ile Mn oranı % 0,5’ tir. Mukavemeti daha da arttırmak için C oranı % 0,23’ lere çıkabilir ve buna bağlı olarak çekme mukavemeti 1300-1400 MPa’ları bulabilir. Fakat bu durum sünekliğin daha da düşmesine neden olmaktadır ki MART çeliklerinde uzama miktarı genellikle %5’ lerdedir. Bundan sebep bazı durumlarda çelik önce şekillendirilir; daha sonra soğuk kalıpta su verilerek martenzitik çelik yapısı oluşturulur. Bu tekniğe “die quenching” denmektedir. Bu yöntem sayesinde otomobil sektöründe hafif ve yüksek mukavemetli martenzitik çeliğin kullanımı uygun hale getirilir. Ayrıca mukavemeti arttırmak amacıyla Mn oranı arttırılabilir (yaklaşık % 1,2) veya düşük miktarda (% 0,0005–0,001) boron da ilave edilebilir. MART çeliği, araç tamponlarında ve kapı bağlantılarında kullanılır [3].
2.3. İkinci jenerasyon AHS çelik kaliteleri
Twinning Induced Plasticity (TWIP) yani ikizlenme kaynaklı plastisite gösteren çelikler, otomotiv sektöründe gelişimini sürdüren ikinci jenerasyon AHS çelik sınıfını oluşturur. İlk jenerasyon AHS çeliklerindeki temel ferritik mikroyapının tersine, TWIP çeliği yüksek oranda Mn içeren yüzey merkezli kübik yapılı östenit kristal yapısına sahiptir. Çekme mukavemeti 1000 MPa ve uzama oranı %50’ leri geçmektedir. Bu mekanik özellikler otomotiv sektörü açısından oldukça uygundur; fakat %20’ den fazla Mn içermesi nedeniyle oldukça pahalıdır. Maliyetinin yüksek olması ve bu çeliğin yerine bazı paslanmaz çelik veya alüminyum kullanımının mümkün olması nedeniyle, TWIP çeliğinin otomotiv sektöründeki kullanımına yönelik yapılan çalışmalar halen sürdürülmektedir [3].
3. Sonuç
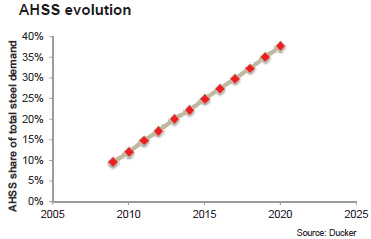
Otomotiv sektöründeki yenilik arayışları sürekli artmaktadır. Özellikle güvenlik ve yakıt tasarrufu gibi önemli parametreler, sektördeki gelişim açısından en önemli parametrelerdir. Bu anlamda yapılacak olan iyileştirmeler AHS çelik kaliteleri ile mümkündür. Sürekli gelişim halinde olan bu çelik kaliteleri sayesinde, otomotiv sektöründe karşılaşılan problemler daha kolay çözüme kavuşmaktadır. AHS çelik kalitelerine yönelik yapılan her bir çalışma ile - buna paralel olarak- otomotiv pazarı da büyümektedir. Şekil 8’ de AHS çelik kullanımının otomotiv pazarıyla olan ilişkisi gösterilmektedir. Ayrıca bu çelik grubu, geri dönüşüm açısından %100 verimliliğe sahip olması sayesinde çevre dostudur [17].
Şekil 8. AHS çelik kullanımının otomotiv pazarıyla olan ilişkisi [17]
Kaynaklar
[1] Tamarelli, C. M. (2011). The Evolving Use of Advanced High-Strength Steels for Automotive Applications. Michigan, USA: Steel Market Development Institute.
[2] Uthaisangsuk, A. P. (2013). AHS Steels for Automotive Parts. Bangkok, Tailand: Automotive Summit 2013. (Horvath, March 2010).
[3] Horvath, C. D. (2010, Mart). Advanced steels for lightweight automotive structures. P. K. Mallick içinde, Materials, design and manufacturing for lightweight vehicles. USA: University of Michigan-Dearborn, 35-78.
[4] Galán, J., Samek, L., Verleysen, P.,Verbeken, K. and Houbaert, Y. (2012). Advanced high strength steels for automotive industry. Revista de Metalurgia, 118-131.
[5] Voestalpine. (tarih yok). Hot-dip galvanized steel strip, Technical Terms of Delivery.
[6] Lindqvist, K. (2013). Bake hardening effect in advanced high-strength steels. Chalmers University of Technology, Master’s thesis. Gothenburg, Sweden.
[7] World Auto Steel. (2014, Mayıs). Advanced High-Strength Steels Application Guidelines. (Sc. D. Stuart Keeler, M. Sc. Menachem Kimchi).
[8] Arcelor Mittal. (2015, Haziran). High strength low alloy (HSLA) steels for cold forming.
[9] Senuma, T. (2001). Physical Metallurgy of Modern High Strength Steel Sheets. Vol. 41, No. 6, s. 520–532. Japan: ISIJ International.
[10] Kuziak, R., Kawalla R., Waengler, S. (2008). Advanced high strength steels for automotive industry. Archives of Civil and Mechanical Engineering, Vol. VIII, 103-117.
[11] Billur, E., Altan, T. (2010), Challenges in Forming Advanced High Strength Steels, New Developments in Sheet Metal Forming 2010, Stuttgart, Germany, 285-304.
[12] Xiaodong, Z. (tarih yok). Current Status of Advanced High Strength Steel for Auto-making and its Development in Baosteel. China, Shanghai: Baosteel Research Institute.
[13] Billur, E., Altan, T. (2013). Three generations of advanced high strength steels for automotive applications, Part I. Stamping Journal, 16-17.
[14] Jung, Y. S., Jin, Y., and Song, Y. (2014, Kasım). Recent Developments of POSCO Automotive steels and Applications. Products solution research group, Steel Solution Center.
[15] Zrnik, J., Mamuzic, I., Dobatkin, S. V. (2006). Recent progress in high strength low carbon steels. METALURGIJA, 45, 323-331.
[16] Bhattacharya, D. (tarih yok). Developments in Advanced High Strength Steels. East Chicago, Indiana, U.S.A: Research and Development Center, Mittal Steel.
[17] Aranha, B. (2015, Haziran). 2015 Automotive R&D Event. London: VP Automotive Worldwide, Arcelor Mittal.