




Bölüm 2
4. Modern Üretim Süreçlerinde Sanal Uygulamaların Kullanımı
Otomotiv endüstrisindeki modern gelişme süreci, ilk ürün düşüncesinden son pazarlama işlerine kadar olan süreçteki sürekli bir azalma, tasarruftan beslenmektedir. Giderek daha karmaşık hale gelen teknik sistemler ve döküm teknolojilerinde buna paralel olarak artan teknik ve ekonomik gereklilikler oluşmaktadır.
Teknolojik ve ekonomik hedeflere ulaşılmasının yanı sıra; bu alanda özellikle müşteri ve tedarikçi arasındaki iletişimin, güvenilir ve sağlam üretim süreçlerinin sağlanması da giderek önem kazanan parametreler haline gelmektedir. Gerçek uygulamada sağlamlık ve güvenilirliğin kanıtlanması, döküm kalitesi birçok farklı parametreden kolaylıkla etkilenebildiği ve etkinin büyüklüğü birçok durumda yalnızca seri üretimin başlaması ile test edilebildiği için oldukça zor ve karmaşık bir süreç gerektirmektedir. Bu nedenle döküm prosesi simülasyonları, tanımlı kalite kriterlerinin temelinde farklı optimizasyon hedeflerinin otomatik olarak takip edilebilmesi için, özellikle döküm parçaların geliştirme aşamasında sanal uygulama alanı kullanımı ve otomatikleştirilmesi olanaklarını sunmaktadırlar.
Modern CAE-Gelişim sürecinin (Bilgisayar Destekli Mühendislik) bu yeni metodunun sanal uygulama platformları yardımıyla uygulanması ve potansiyeli, üretim süreçlerini etkin ve ekonomik biçimde destekliyor olmasının kanıtı aşağıda yer alan Karter örneğinde aktarılmıştır.
5. Dökme Demir Silindirli bir Karterin Geliştirilmesi
Dökme demir silindirli alüminyum karter konsepti, benzin ve dizel sistemlerde standart gerekliliktir. Teknolojinin uzun yıllardır kullanıyor olması ve konstrüksiyon ile üretim sürecinde uzun yıllara dayanan tecrübe ve bilgi birikimi olmasına rağmen; yeni bir karterin geliştirilmesi, hem geliştirme işleminin kendisi hem de olası bir sorunun giderilmesi açısından gereklidir. Bu noktada tipik görevler; alüminyumun yuvaya bağlantısının sağlamlığını sağlamak, iç gerilmeler dolayısıyla oluşan köprü çatlaklarını önlemek ve silindir kafanın vida noktasındaki kritik bölgelerde istenen mikroyapının sağlanmasıdır. Ford Motor Company firmasının AlSi8Cu3 alaşımdan yapılan bir 4-silindirli karter örneğinde; sanal bir deney dizaynı (DoE) yardımı ile sağlam ve güvenilir bir üretim sürecinin desteklendiği kanıtlanmıştır [5].
5.1 Model Yapısı ve Uygulama Planı
Silindir kafası analog örneği olarak; Dökme demir silindirli alüminyum karter için döküm, döküm ve tedarik sistemi, maçalar, soğutucular ve parçadan oluşan sanal bir örnek de mevcuttur. Kritik olarak sınıflandırılan süreç değişkenleri geometrik değişkenlerin yanı sıra süreç-teknik değişkenlerden de oluşmaktadır (Resim 11). Soğutucu (kalınlık) ve burcun (iç çapı) ilgili geometri öğeleri MAGMA5 dahilinde parametrelendirilecektir. Buna ek olarak; süreç açıklamaları aşağıdaki değişkenler ile geliştirilecektir: Burç (ön ısıtma sıcaklığı) ve Alaşım (döküm sıcaklığı). Tanımlayıcı, ölçülebilir kalite parametreleri olarak alüminyumun burca bağlantısı (kritik sıcaklık, Resim 12), bağ noktasındaki iç gerilmeler ve vidalama alanındaki mikroyapı (SDAS - ikincil dentrit kolları arasındaki mesafe) gibi özellikler tanımlanmaktadır.

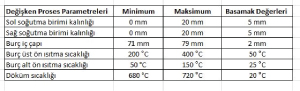
Resim 11 : Sanal uygulama yapısı için geometri ve süerç değişkenleri
Alüminyum ve burç malzeme arasındaki bağlantının kalitesinin tanımlanmasına yönelik olarak AlSi8Cu3 alüminyum alaşımlar için 560 °C kritik sıcaklığı tanımlanmıştır. Bu sıcaklık limitinden sonra metal malzemenin katılaşma oranında %30’dan %60’a ani bir artış meydana gelmektedir ve bu nedenle alüminyum malzemenin burca bağlantısının oluşması engellenmektedir (Resim 12).
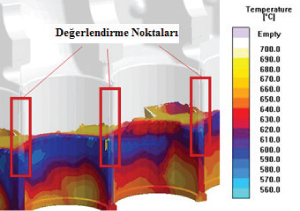
Resim 12 : Burç bağlantısının taiyini için döküm uygulaması esnasında sıcaklık dağılımının temsili
Tanımlanan tüm uygulama değişkenlerinin kombinasyonu 9375 muhtemel değişken ile sanal uygulama planı oluşturmuştur. Hesaplama gücünde gerekli indirgeme ek değerler ile proses değişkenlerinin bir sınır-değer analizine dayanarak kısmi-faktörel bir uygulama planı üzerinden gerçekleştirilecektir. Sonuç olarak elde edilen 33 istatistik temsili sanal simülasyon uygulaması, limit koşullarının tanımlanmasının ardından kullanıcıya herhangi bir ek iş düşmeksizin tam otomatik olarak gerçekleştirilecek ve genel olarak istatistiksel değerlendirmesi yapılacaktır.
Gerçek bir döküm işletmesinde prototiplerin karşılaştırılabilir uygulaması ve değerlendirme aşaması yaklaşık 3 ay sürmektedir. Sanal ortam uygulamaları %90 oranında zamandan tasarrufun yanı sıra her şeyden önce göz ardı edilebilir, ekonomik ve üretimsel risklerin tanınması ile uygulama gerçekleştirmeyi mümkün kılmaktadır.
5.2 Sanal Uygulama Planının Sonuçları
MAGMA5 içerisine entegre edilen istatistiksel değerlendirme metotları yardımı ile her bir simülasyon uygulamadan elde edilen veriler etkin, tutarlı ve hedef odaklı değerlendirilebilmektedir. Süreç değişkenleri ve kalite kriterleri arasındaki kompleks korelasyonun anlaşılır bir temsili için Ana Etki-Diyagramları olarak adlandırılan grafikler uygundur. Hattaki artış ne kadar büyük olursa Süreç değişkenleri ve kalite kriterleri arasındaki bağlılık ve etki de o kadar önemli olacaktır. Resim 13’te açıklanan temek etkiler, minimum (asgari) erime sıcaklığının her şeyden önce bağ noktasının dökümü esnasındaki ön ısıtma sıcaklığı ve burç içerisindeki sıcaklık dağılımından etkilendiğini açık bir şekilde göstermektedir. Döküm sıcaklığı, 680°C ila 720°C derece tanımlanmış aralıklarda yalnızca çok düşük etkiye sahiptir ve soğutmanın yanı sıra burcun iç çapının bu noktada hemen hemen hiç etkisi yoktur.

Resim 13 : Bağ noktasının dökümü esnasında minimum (asgari) erime sıcaklığı için Ana Etkiler-Diyagramı
Dentrit kol aralığının hesaplanan değerleri (SDAS - ikincil dentrit kolları arasındaki mesafe, yapısal kalitenin ölçülebilir bir göstergesi olarak), bağ noktasındaki soğutma koşulları, döküm sıcaklığı ve burcun ön ısıtma sıcaklığından yüksek oranda etkilenmektedir (Resim 14). Buna karşın iç çapın yanı sıra sıcaklık değişkenlerinin burç üzerindeki etkileri göz ardı edilebilir etkilerdir.
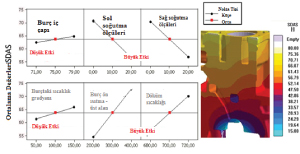
Resim 14 : Silindir kafa vidalama alanında dentrit kol mesafesi (SDAS ikincil dentrit kolları arasındaki mesafe) için Ana Etkiler-Diyagram
Proses dahilinde ortaya çıkan, alüminyum ve dökme demirin farklı genleşme katsayılarından kaynaklanan iç gerilmeler, bağ alanında Rp0,2 değerinin üstündeki kısmi değerler olarak sonuçlanmaktadır, Resim 15. Bunun yanı sıra maksimum iç gerilmelerin yüksekliği açık bir biçimde burcun kalınlığına bağlıdır - diğer tüm değişken parametreler yalnızca çok küçük etkilere sahiptir.

Resim 15 : Bağ noktasındaki maksimum iç gerilme düzeyleri için Ana Etkiler-Diyagramı
Sanal uygulama planının sonuçları her döküm üreticisine günlük ikilemleri tekrar vermektedir: Etkiler yüksek oranda zıt yönlerde oluştuğu için her açıdan ideal bir çözüm yoktur. Öyle ki; alüminyum ve burç arasında bağı güçlendirmek için yüksek döküm sıcaklıkları ve ön ısıtma sıcaklıkları uygulanırken, aynı zamanda yüksek SDAS (ikincil dentrit kolları arasındaki mesafe)-Değerleri nedeniyle yapının genel özellikleri kötü etkilenmektedir. Sağlam ürün tasarımı bu nedenle her bir kalite kriteri için kritik minimum gerekliliklerin tanımlanması ile gerçekleştirilebilecektir, örneğin SDAS’nin yanma alanındaki minimum gerekliliği ya da izin verilen bölgesel iç gerilmeler için maksimum değerler gibi.
Limit gerekliliklerinin tanımlanması yüksek tecrübe ve dökümcü ile tasarımcı arasında sıkı bir diyalog gerektirmektedir. MAGMA5 ile sanal uygulama planı ve gerçekleştirilmesi tüm bunların yanı sıra döküm parçanın sağlam ve güvenilir biçimde oluşturulduğu proses pencerelerinin sistematik tanımlanmasını ve değerlendirilmesini de desteklemektedir. Gelişmiş metodoloji sayesinde ürüne özel ve döküm malzemenin üretim süreci ile kalite özellikleri arasındaki korelasyon hakkında kapsamlı bilgi ağı oluşturulabilmektedir.
Sanal proses analizlerinden elde edilen veriler ve üretim parametreleri ile değerlendirme değişkenleri arasındaki doğrusal ya da doğrusal olmayan bağlılık göz önünde bulundurularak regresyon denklemleri oluşturulmaktadır. Bu sayede giriş parametrelerine ilişkin değerlendirme değişkenleri de hesaplanabilmektedir. Bu durum, parametre varyasyonlarının etkileri için hatırı sayılır bir tahmini mümkün kılmaktadır. Bu yolla, araştırılan döküm kaplamalı alüminyum karter için optimum üretim parametrelerini içeren geniş kapsamlı bir proses penceresi oluşturulabilmektedir, Resim 16’da gösterildiği gibi.

6. Son Özet
Aktarılan her iki örneğin sonuçlarının da gösterdiği üzere; MAGMA5’in statik, sanal metotları aracılığıyla döküm uygulamalarının planlanması ve gerçekleştirilmesi sağlam döküm ürünlerinin ve üretim süreçlerinin etkin bir biçimde sağlanabilmesi için güvenilir, tamamen entegre ve yenilikçi uygulama alanları sunmaktadır. Bir alüminyum silindir kafasında döküm teknolojilerinin optimizasyonu örneğinde potansiyel oksit nedenleri analiz edilmiştir. Alüminyum karter için kritik kalite özellikleri üzerindeki ana etkiler tespit edilebilmektedir. Her iki örnek için de sanal uygulamalar aracılığıyla optimum üretim parametreleri tespit edilebilmektedir ve tipik bir üretim kontrolü göz önünde bulundurularak sağlam ürün pencereleri oluşturulabilmektedir.
Örneklerle MAGMA5 içerisine entegre edilen sanal uygulama planı ve optimizasyonuna yönelik avantajlar sayesinde döküm sistemlerinin işlemesi ve üretim teknolojilerinin güvenilir biçimde oluşturulması için uygulama iyileştirme fikirleri üretimden çok önce kontrol edilebilmektedir. Bu yeni metodoloji, her döküm parçası için doğru çözümün yanı sıra; üretim değişkenleri ve kalite kriterleri arasında kaliteli ve güvenilir bir bağ için gerekli geniş kapsamlı bilgiyi de üreticiye sağlamaktadır.
MAGMA5 içerisine entegre edilen sanal döküm uygulamalarının gerçekleştirilmesi ve otomatik optimizasyonu metotları, farklı ve kendi içerisinde çelişen üretim hedeflerinin araştırılmasını sağlamaktadır. Bu sayede hem döküm işletmesindeki teknik uzmanlar, hem kalıp ve ürün tasarımcıları açısından sağlam ve güvenilir ürünler ile proses optimizasyonunun önceden ve en ekonomik biçimde sağlanması için yeni ve önemli bir metot avantajı sunmaktadır.
Bu makalede açıklanan alüminyum silindir kafaya ilişkin örnekler Magdeburg Otto-von-Guericke Üniversitesi’nden Dr.-Ing. L. Pavlak’a ait tez çalışması kapsamında Nemak Wernigerode GmbH şirketi tarafından desteklenerek gerçekleştirilmiştir. Alüminyum silindir kafası örneği Aachen’daki Ford Araştırma Merkezi işbirliği ile gerçekleştirilmiştir.
Kaynakça
[1] Pavlak, L.: Experimentelle und simulationstechnische Ursachenanalyse der Oxidbildung beim Zylinderkopfgießen, Dissertation, Shaker Verlag 2011
[2] Yang, X.; Huang, W.; Dai, X.; Campbell, J.; Tatler, J.: Numerical Modeling of the Entrainment of Oxide Film Defects in Filling of Aluminium Alloy Castings, International Journal of Cast Metal Research
[3] Lin, J.; Sharif, M. A. R.; Hill, J. L.: Numerical Simulation of the Movement, Brake up and Entrapment of Oxide Films during Aluminum Casting, Aluminium Transaction 1, 1999, S.: 71-78
[4] Reilly, C.: Development of Quantitative Casting Quality Assessment Criteria Using Process Modelling, PhD Thesis, The University of Birmingham, 2010
[5] Menne, R.J.; Weiss, U.; Brohmer, A.; Egner-Walter, A.; Weber, M.; Oelling, P.: Einsatz der Gießprozesssimulation zur Bauteil-Leistungssteigerung bei gleichzeitiger Reduzierung von Entwicklungszeit und –kosten – Ausgewählte Beispiele aus der Ford-Motorenentwicklung, 28. Internationales Wiener Motorensymposium 2007
[6] Egner-Walter, A.; Hahn, I.; Simon, W.: Verkürzung des Entwicklungsprozesses von Gussteilen durch Einsatz von virtueller DoE, VDI-Fachtagung Gießtechnik im Motorenbau, 2008