



Yazarlar: Ronny Simon / Demir Dışı Metaller Avrupa Ürün Müdürü
Roger Kendrick / Demir Dışı Metaller Uluslararası Ürün Direktör
Murat Kezkiç Uygulama Mühendisi Demir Dışı Döküm
Murat Kezkiç Uygulama Mühendisi Demir Dışı Döküm
1- Giriş
Küresel çapta Aluminyum döküm parça üretimine otomotiv endüstrisi hakimdir ve sonuç olarak emisyonların büyüyen önemi ile yakıt ekonomisi Aluminyum döküm parça kullanımını hızlı bir şekilde arttırmıştır. Çok emek isteyen bu uygulamalarda mekanik mukavemet, uzama ve yorulma mukavemeti gibi birçok özellik standart alaşımlar tarafından karşılanamamaktadır ve daha yüksek potansiyele sahip yeni alaşımlar olacak ve geliştirilecektir. Bu alaşımların tüm potansiyelinden faydalanmak için mutlaka yüksek temizliğe ve ince tane yapısına sahip gözeneksiz döküm parçalar üretilmelidir. Kritik emniyet parçaları %10 ekstra uzamayı döküm parçanın kendisinden istemektedir buda alaşımın limitlerine yaklaşmaktadır. Ergiyik özellikleri penceresinin bu ihtiyaçlarla doldurulması; külçe kalitesi, ergitme ve bekletme ocağı koşulları, sıcaklık kontrolu ve ergiyik transferi gibi sınırlayıcı faktörlerin giderek daraltılması anlamına gelmektedir. Doğru döküm parça kalitesine ulaşıldığından emin olmak için daha verimli ve teknik olarak sağlam ergiyik tretmanı elzem hale gelmektedir ve bunun sonrasında iyi tasarlanmış ve kontrollü akış pratiğidir.
Otomotiv endüstrisinin istediği diğer bir önemli özellik ise tekrarlanabilirliktir ve seçilen herhangi bir ergiyik tretmanı hidrojen kontrolu ve kararlı temizlik seviyelerine ulaşma kapasitesine sahip olmalıdır. Birçok kalite yönetim sistemide üretim verilerinin %100 kayıt edilmesini ister ki birkez daha veri depolayan gelişmiş ergiyik tretman sistemi otomotiv endüstrisi için daha çekici hale gelmektedir.
Pazarın büyüyen bu diliminin ihtiyaçlarını karşılamak için dış çevresel koşullara ragmen aynı ergiyik kalitesine otomatik olarak ulaşabilen yenilikçi bu proses gerçekten yüksek kaliteli döküm parçaların gelecekteki üretiminin anahtarıdır.
Gaz giderme simulasyonu
Foseco’ nun Demirdışı Pazarlama ve Teknoloji takımı tsc firması ile web tabanlı parti bazlı gaz giderme modelini geliştirmek için birlikte çalıştılar. Bu web tabanlı parti bazlı gaz giderme modeli dökümhanelerin operasyonlarını hızlıca analiz etmek ve iyileştirmeleri için önerilerde bulunmak amacıyla tasarlanmış bir araçtır.
Yazılımın arkasındaki matematiksel model hidrojen gaz gidermenin kinetiklerini (hidrojen çözünürlüğü, yayılma gücü, kütle transfer oranları ve kararlı kabarcık boyutu v.b.) içeren yayınlanmış en iyi bilgilere dayanmaktadır. Çok geniş şekilde yapılan deneme programı farklı koşullar altında çeşitli rotorların kendine özgü bilgilerine ulaşmak için kayıt altına alınmıştır.
Farklı rotorları tanımlamak için aşağıdaki denemeler yapılmıştır.
• Gaz giderme rotorlarının güç analizi
• Gaz giderme rotorlarının karıştırma kabiliyeti
• Sudaki gaz çözünürlüğü testi
• Aluminyum ergiyiklerindeki dökümhane denemeleri
Geliştirme çalışmalarının tamamı Foundry Practice 256 (2011) sayısında verilmiştir.
Gaz giderme sonuçlarını etkileyen parametreler
Gaz giderme verimini etkileyen 3 ana grup; ortam koşulları, döner gaz giderme cihazı parametreleri ve ergiyik özellikleri. Ergiyikteki hidrojen konsantrasyonu Gaz Giderme simulasyonundaki birçok parametrenin ayarlanması ile hesaplanmıştır; parametrelerin değişkenliklerinin gaz giderme sonucuna etkisini ve tretman sonrası ergiyikteki son hidrojen miktarını örneklemektedir.
1. Ortam koşulları
Ergiyik etrafındaki atmosfer içinde su ile bir denge oluşturur; ılık ve nemli iklim kuru ve soğuk iklime göre etrafa daha yüksek hidrojen miktarı verir (Grafik 1) Döner gaz giderme esnasında ergiyik atmosfer ile etkileşim içindedir ve tekrar hidrojen kapar. Gaz giderme simulasyonu farklı ortam koşullarının etkisini göstermektedir (Grafik 1).
2. Döner Gaz giderme cihazı parametreleri
Gaz giderme cihazı bir tretmanda farklı dönme hızı ve inert gaz akış debisi ile çalışabilmektedir. Her rotor tasarımı bu parametreler için en az ve en çok değerlere sahiptir – çalışma koşulları – rotor hızı ve inert gaz akış debisi. Önemli nokta her iki parametrede sınırlar içerisindedir; bir tretmanda çok yüksek dönme hızı ve akış debisi çok fazla türbülans yaratacaktır veya aşırı uç durumlarda rotorun hava çekmesi gaz giderme performansının tamamiyle azalmasına yol açabilir.
2 ve 3 numaralı grafikler XSR 220 rotorun değişken koşullar altında gaz giderme davranışlarını göstermektedir.

Grafik 1. Farklı ortam koşulları için gaz giderme eğrileri

Grafik 2: Farklı inert gaz akışına göre gaz giderme eğrisi
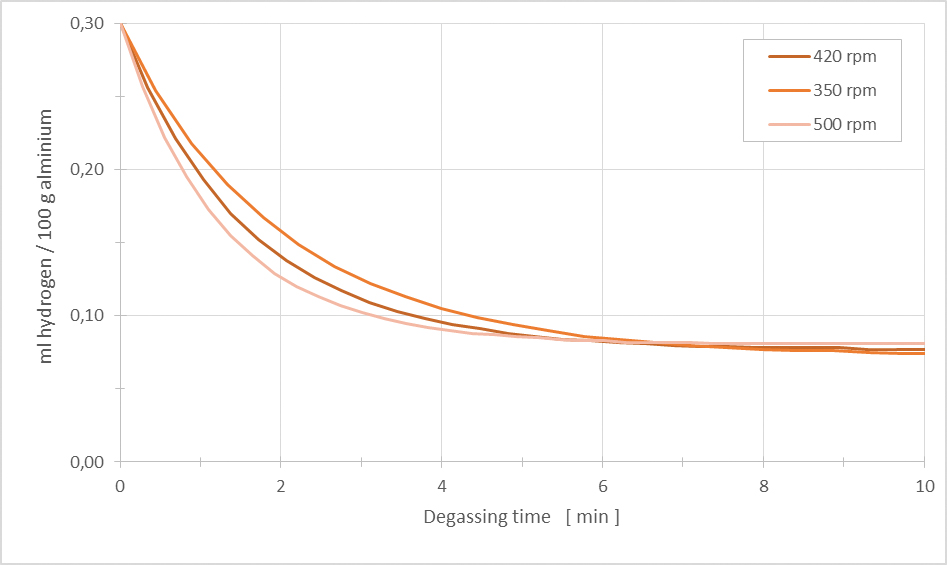
Grafik 3: Farklı rotor hızlarına göre gaz giderme eğrisi
3. Tretman öncesi ergiyik özellikleri
Alaşım kompozisyonunun gaz giderme performansına büyük etkisi vardır. Magnezyum gibi elementler hidrojen çözünürlüğünü artırmakla beraber Silisyum veya Bakır gibi elementler düşürür (grafik 4). Ergiyik sıcaklığı atmosfer ile oluşturulan dengeye etki eder; yüksek sıcaklıktaki ergiyik içerisinde daha çok hidrojen çözer (grafik 5).
Genelde başlangıç hidrojen seviyesi bilinmez, fakat diyagram göstermektedir ki başlangıçtaki hidrojen farklılıkları nihai sonucu değiştirmemektedir (grafik 6)
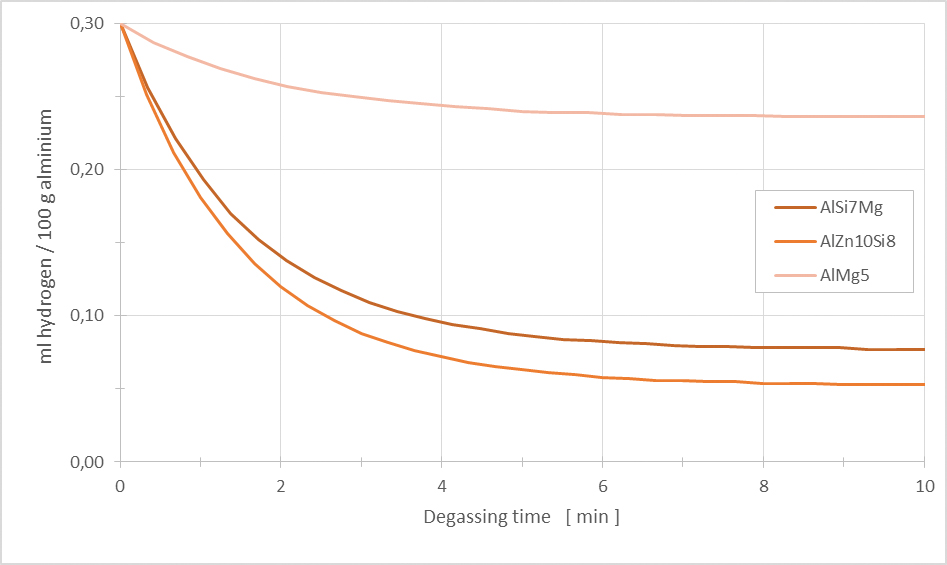
Grafik 4: Farklı alaşımlar için gaz giderme eğrisi

Grafik 5: Farklı ergiyik sıcaklıkları için gaz giderme eğrisi
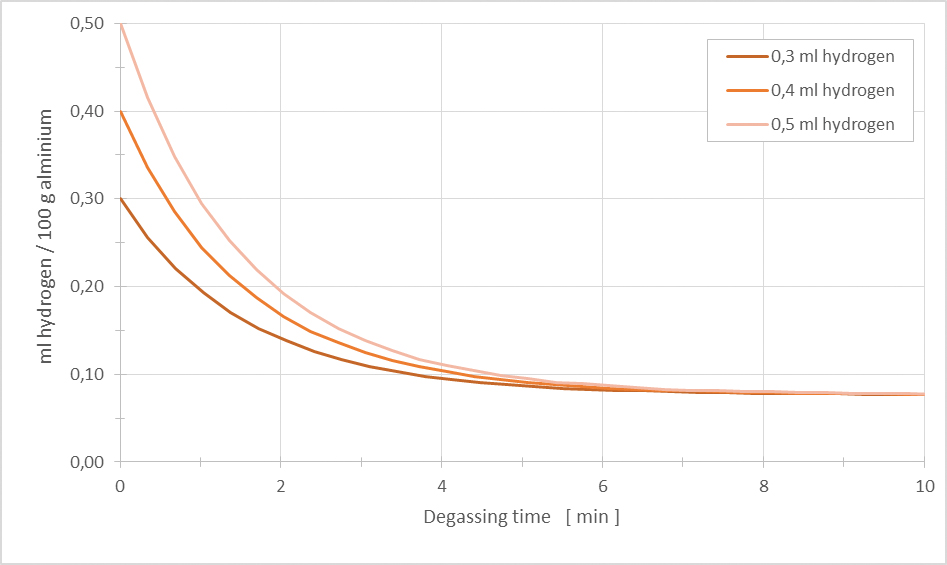
Grafik 6: Farklı başlangıç hidrojen seviyelerine göre gaz giderme eğrisi
SMARTT – yenilikçi proses kontrolü
• SMARTT birkaç kelimenin ingilizce baş harflerinden oluşan bir sözcüktür. Kendi kendine değerlendirme yaparak ayarlayabilen tretmanı yeniden hesaplar.
• Yenilikçi proses kontrolü her tretman öncesi tüm girdi parametrelerini analiz eder ve döner gaz giderme prosesi için tretman parametrelerini hesaplar.
• Her tretman sonrası sabit ergiyik kalitesini garanti eder.
• SMARTT yazılımı Windows tabanlı bir bilgisayara yüklenmiştir, LAN ile girdi ve çıktılar konforlu bir dokunmatik ekran paneli ile SIEMENS PLC ye bağlanmıştır.
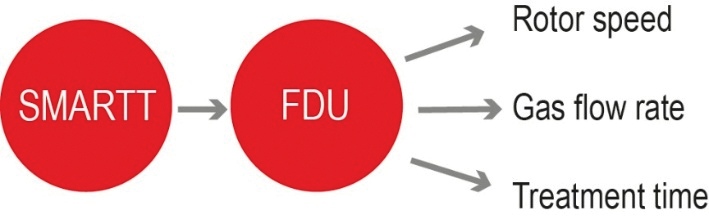
Resim 2: SMARTT ın şematik ayarlaması
SQL veri tabanı sistemi sayesinde açık bir arayüz haline getirilmiş ve operatörün neredeyse sınırsız pota şekli, alaşım tipi ve tretman programı tanımlamasına imkan vermiştir. Tüm simulasyonlardaki hedef ergiyik içindeki hidrojen değeridir ve hem gaz giderme hemde gaz verme prosedürleri için kullanılmıştır.

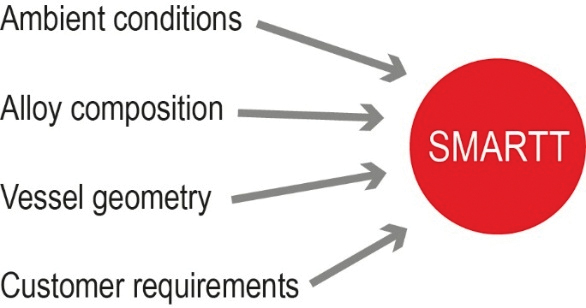
1. Ortam koşulları
Bağıl nem ve ortam sıcaklığı tretman yapılan bölge civarında kontrol kabinine yakın standart bir algılayıcı ile ölçülmüştür. Güncel ölçümler eşzamanlı SMARTT a aktarılarak zaman içinde kayıt tutulmuştur.
2. Alaşım kompozisyonu ve pota geometrisi
SMARTT bir dizi taşıma potası veya diğer pota geometrisi ve önceden tanımlanmış alaşım bilgileri ile gelmektedir. Kullanıcı kolaylıkla bunları değiştirebilir, yenilerini ekleyebilir veya silebilir. Alaşım ve tretman potası önerilen rotor tipi ve çapı ile her programın bir parçası olarak birlikte gelmektedir.

Resim 4: Alaşım ekranı
3. Müşteri ihtiyaçları
SMARTT seçmeniz için 4 farklı tretman şeması sunar. Hesaplama yöntemi pota boyutuna bağlı olarak seçilmiş rotor tipi ve çapını içeren rotor hızına ve en az ve en çok gaz akış debisine dayanmaktadır.En kısa gaz giderme süresi düzgün şekilde oksit gidermekten emin olacak parametrelere göre ayarlanmıştır.
Yüksek hızlı gaz giderme – olabilecek en yüksek rotor hızı ve inert gaz akış hızını içeren en kısa tretman süresine göre ayarlanmıştır. En düşük tretman zamanı oksit giderme ve homojen bir dağılıma izin verecek şekilde ayarlanmıştır.
Düşük hızlı gaz giderme – verilen süre içindeki en düşük gaz tüketimi ve rotor hızı hedeflenerek ayarlanmıştır.
Uzun ömür – rotor aşınmasını azaltmak için dönme hızı mümkün olan en düşük seviyelerde tutularak çalışır. Uygun olan inert gaz akışı toplam tretman zamanına göre ayarlanmıştır.
Standart gaz giderme – iki uç şema arasında ortalama düşük gaz ve düşük hız dengesi sağlanarak çalışmaktadır.
Yüksek hız şeması sonraki döküm paça adımları için çok miktarda ergiyik ihtiyacı varsa ve gaz giderme prosesi dökümhanenin darboğazı ise kullanılmalıdır. Yüksek hız tretmanı çok ergiyik ihtiyacı olan sabah vardiyasında veya kısa çevrim süresi içinde çok parçaya ihtiyaç varsa belli bir süre kullanılabilir. Diğer şemalar bölgesel ihtiyaçlara dayanmaktadır.
4. MTS 1500 ayarları
SMARTT seçenek olarak otomatik granül flaks ilaveli MTS 1500 gaz giderme cihazı ile uyumludur. MTS parametre ayarları geleneksel yollarla dokunmatik ekrana taşınmaktadır, bu parametreler optimizasyonun parçası değildir. Buna ragmen farklı MTS programları tretman programlarının parçasıdır ve optimizasyon şemaları ve hidrojen hedefleri ile birbirine bağlıdır (resim 5).
5. Ürün ekranı
Ürün menüsü önceden tanımlanmış program parametrelerini biraraya getirir: tretman potası geometrisi, alaşım ve MTS 1500. İlave olarak gaz giderme süresi sınırları tanımlanmıştır. Ergiyikteki hidrojen miktarı ihtiyacı optimizasyon prosesi için hedeftir (resim 6).

Resim 5: MTS parametre ayar ekranı
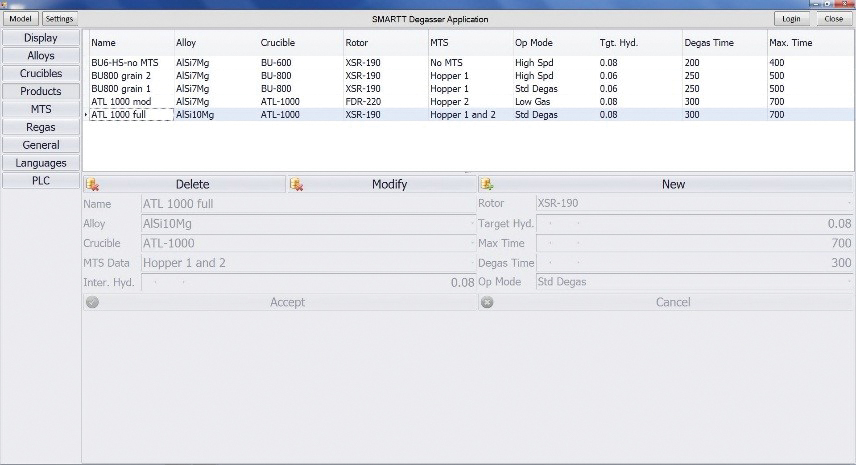
Resim 6: Ürün ekranı
Kişiselleştirilmiş şemada, farklı optimizasyon şemaları kullanılarak aynı tretman sonuçlarına ulaşılabilir.
Farklı optimizasyon şemaları dökümhaneye farklı parametre ayarları kullanılarak aynı gaz giderme sonuçlarına ulaşmayı sağlar. Yüksek inert gaz maliyeti olan yerlerde düşük gaz seçeneği kullanılmalıdır; yüksek ömür seçeneği rotor ve şaft aşınmasını azaltır ki standart gaz giderme bu iki uç arasında iyi bir denge oluşturmuştur. Yüksek hızlı gaz giderme, Ergitme Bölümü nde gaz giderme prosedürü darboğaz ise iyi bir seçenektir.
Ürün ismi farklı ayarların değiştirilmesini sağlar ve operator için doğru olanı seçmeyi kolaylaştırır.
1. Operatör ekranı
Daha önce anlatılan tüm ekranlara sadece yönetici girebilir. Operatör 10 farklı yönetici tarafından tanımlanmış ürünleri kolay seçim yapabilmesi için özel tasarlanmış bir arayüzde görmektedir. İlave olarak ortam koşulları ve kalan süre ekranda görünmektedir (resim 7).

Resim 7: Operatör ekranı
Saha Denemeleri Sonuçları
SMARTT yazılımı 1 tanesi silolu MTS 1500 dozajlama sistemine sahip 10 tane FDU Mark 10 mobil gaz giderme cihazına yüklenmiştir. Denemeler basit gaz giderme prosedürü ile başlamış; hedef olarak standart ergiyik kalitesini en düşük seviye 0,08 ml hidrojen / 100 gr aluminyum a indirmesi seçilmiştir.
Tablo 2 deki parametreler – makalenin başındaki simulasyon modeline benzerdir (tablo 1) – SMARTT denemelerinde kullanılmıştır.
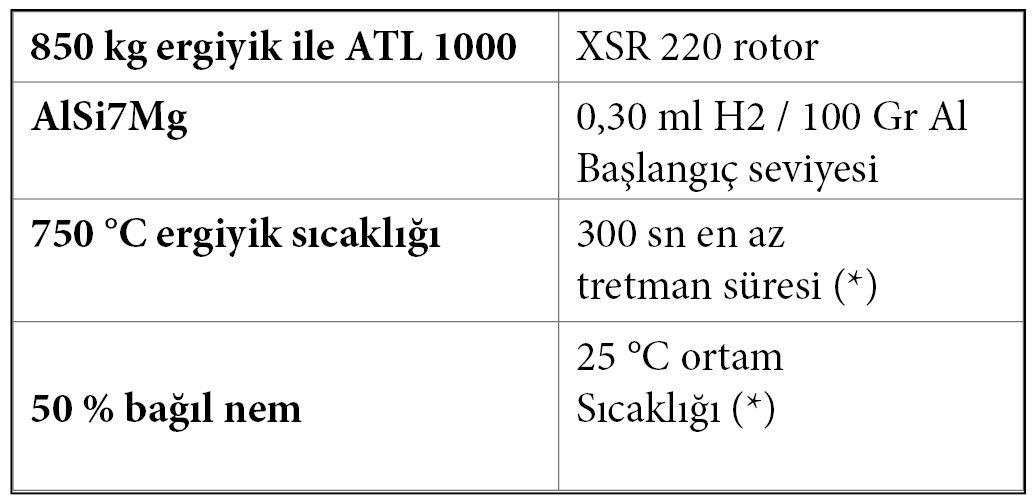
Tablo 2: SMARTT simülasyon parametreleri (*) - bazı denemelerde değişebilir.
Aşağıdaki tablolar değişen koşullar ve parametreler altında hedefe ulaşmak için en uygun SMARTT tretman parametrelerinin karşılaştırmasıdır. Tablo 3 farklı optimizasyon şemalarını örneklemektedir, tablo 4 3 farklı ortam koşulları parametrelerini karşılaştırmaktadır ve tablo 5 tretman öncesi farklı ergiyik sıcaklıkları parametrelerini göstermektedir.


Standart gaz giderme

Sarf malzemeleri için uzun ömür

Yüksek hızlı gaz giderme
1. Optimizasyon şeması
Standart gaz giderme, hedefe ulaşmak için verilen en kısa tretman süresi ile düşük gaz ve uzun ömür ile optimizasyon prosedürüne başlar ve mantıklı bir sonuç arar. Eğer sonuç bulamazsa tretman süresi artırılır. Düşük gaz seçeneği zaman içindeki hidrojen hedefine ulaşmak için en yüksek rotor hızı ve inert gaz akışı ile çalışırken uzun ömür seçeneği ise tam tersi bir strateji ile mümkün olan en düşük rotor hızı ve en yüksek sınırdaki inert gaz akışını kullanır. Standart gaz giderme şeması ise iki uç arasındaki sonucu kullanır. Yüksek hızlı gaz giderme rotor hızı ve inert gaz akışındaki en yükseğe yakın değerleri kullanırken tretman sonrası hedef hidrojen değeri için uygun olan en kısa tretman süresini hesaplar (tablo 3).
Düşük gaz seçeneği uzun ömür şemasına kıyasla tretman başına 55 lt daha az inert gaz kullanmaktadır. Saatte 4 tretman yapan dökümhaneler yılda 1,500 Nm³ tasarruf yapabilirler. Bu yaklaşık 150 gaz tüpüne denk gelmektedir.
Düşürülmüş hız daha az şaft aşınmasına sebep olmaktadır. Müşteri tecrübelerine göre şaft ve rotor ömrü 150 rpm daha yavaş döndüğünde %25 artmaktadır. Saatte 4 tretman yapan bir dökümhane yıllık 15 takım – rotor ve şaft – tasarruf yapabilir.
2. Ortam koşulları
SMARTT her tretman öncesi ortam koşullarını alır ve ürün ayarlarında yapılmış olan optimizasyon prosedürüne başlar. Atmosferdeki yüksek nem seviyelerinde rotor hızı ve gaz akış debisi standart gaz gidermeye göre artar diğer durumdada tersi olur. Bu ergiyik yüzeyinin atmosfer ile teması sonucu beklenen bir durumdur. SMARTT yazılımı ortam koşulları % 75 rH ve 28 °C olduğunda sonuç vermektedir, daha yüksek nem değerlerinde 0,08 ml hidrojen hedefi, tretman esnasında ergiyik yüzeyindeki türbülanstan dolayı ulaşılabilir değildir.

Standart gaz giderme - 15 °C ortam sıcaklığı / % 30 bağıl nem

Standart gaz giderme - 25 °C ortam sıcaklığı / % 50 bağıl nem

Standart gaz giderme - 28 °C ortam sıcaklığı / % 75 bağıl nem
3. Ergiyik sıcaklığı
Aluminyum da yüksek sıcaklıklarda daha fazla hidrojen çözünür ve ergiyik yüzeyinde atmosferden daha fazla hidrojen geri alır. Tretman, artan sıcaklık ile beraber daha hızlı rotor hızı ve daha fazla inert gaz akışı ile yapılmıştır. SMARTT 780 °C ye kadar mantıksal çözüm bulmuştur, 800 °C de başlangıçtaki hidrojen seviyesinin çok üzerinde ve yüzeyden çok fazla kapma meydana geldiği için parametre ayarlamaları yapılamamıştır (tablo 5).

Standart gaz giderme - 700 °C ergiyik sıcaklığı

Standart gaz giderme - 750 °C ergiyik sıcaklığı

Standart gaz giderme – 780 °C ergiyik sıcaklığı
1. Veri depolama
SMARTT yazılımı, tüm önceden tanımlanmış en uygun gaz giderme fonksiyonlarının ve zaman ve süre bazlı parametre takibi yapmanıza imkan tanıyan very depolama sistemine sahiptir. Bu konfor veren karmaşık sistemli fonksiyon dışarıdan alınan bir veri depolama yazılımı ile çalışmaktadır. Tretman verisi standart ofis uygulamalarına ilerideki analizler için aktarılabilmektedir.

Özet
• Döküm parça sabit hidrojen değerine sahip ergiyik ister.
• Dökümhanedeki uygun olmayan başlangıç seviyeleri,maliyet tasarrufu sağlayacak şekilde bu hedefe ulaşılmasını imkansız hale getirir.
• Bugün dökümhaneler tretman başına daha fazla inert gaz ve grafit sarf malzemeleri tüketerek bu etkiyi telafi etmeye çalışmaktadır.
• SMARTT tüm gerekli tretman adımlarını programlayabilecek konforlu bir arayüz sunmaktadır.
• Yenilikçi gaz giderme kontrolü verilen koşullar altında farklı şemalarla en iyi tretman parametrelerini önceden haber vermektedir.
• SMARTT inert gaz tasarrufu sağlamakta veya grafit sarf malzemesi ömrünü artırmaktadır.
• SMARTT tüm tretman parametrelerini kaydeder.
• Yenilikçi proses kontrolü, dökümhanede birçok farklı döküm parçanın aynı veya benzer kalite seviyelerine sahip olması için yüksek ergiyik miktarlarına tretman yapan en iyi çözümdür.