



BES Mühendislik San. ve Tic. A.Ş.
www.besmuhendislik.com info@besmuhendislik.com
Karbon, bilindiği üzere, dökme demirlerde, en önemli elementlerden biridir. Karbon miktarındaki çok küçük değişmeler, malzemenin mekanik ve diğer özelliklerini önemli ölçüde değiştirir. 1980 lere kadar, “combustion” metodu, demir-çelik üreticilerinin toplam karbon miktarını belirlemek için kullandıkları standart bir teknikti. Gayet hassas bir yöntem olmakla birlikte, son derece zaman alıcı , pahalı ve zahmetli idi.
Son yıllarda, elektrik ark-spark tekniğini kullanan OES (optical emission spectrometry) tekniği, tercih edilmeye başlandı. Ancak, malzemenin tanecik yapısı ve serbest karbon parçacıklarının varlığı yüzünden bu yöntemin karbon tayininde hata payı yüksektir, ancak “combustion” metodunda ölçülemeyen ve demir-çelikte önemli olan nitrojen, silikon, sülfür ve manganez, nikel ve krom gibi alaşım elementlerini de ölçme imkanı vermesi bakımından çok avantajlıdır. Karbon tayinindeki hatalar ise –neredeyse çoğu- numune alma ve hazırlamada yapılan yanlışlardan kaynaklanmaktadır.
OES Tekniği ve Dökme demirlerde Karbon ölçümü:
OES tekniğinde karbon ölçümünü etkileyen en önemli faktör, numunede oluşan inklüzyonların büyüklüğü olup, bu büyüklük, numunenin soğuma hızına bağlı olarak değişmektedir. Hızlı soğutulan numunede küçük, yavaş soğutulan numunede ise büyük inklüzyonlar (serbest grafitler) oluşmakta, bu da OES karbon analizini etkilemektedir. Yavaş ve çok yavaş soğutulmuş dökme demir numunelerinin OES tekniğinde ve “combustion” tekniğinde alınmış sonuçlarını aşağıdaki tabloda görebiliriz.

Bu örnekte numuneler yapay bir şekilde hazırlanmıştır ancak numune alma tekniğinin önemini açıkça göstermektedir.
OES ve Gri Dökme Demirler- Analitik Problemler:
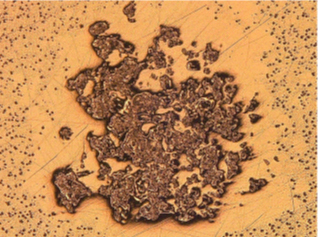
OES tekniği ile granüler metaller analiz edilirken, ana ölçümden önce ön-yakma (pre-spark veya pre-burn) yapılır. Bunun amacı, ölçüm alanını homojenize etmek ve ana ölçüme hazırlamaktır.
Yandaki resim, ön-yakma sonrası numune yüzeyinin mikroskop görüntüsü olup, küçük siyah noktalar grafit inklüzyonlarıdır. SPECTRO Firması, bu problem için yeni bir teknik geliştirmiş ve bu tekniği SPECTROLAB ve SPECTROMAXx cihazlarında kullanmıştır. Tekniği kısaca özetlersek, ön yakma sırasında inklüzyon tespit edilerek, buna uygun yakma şartlarının devreye sokulması ve hatanın minimuma indirilmesi olarak özetlenebilir. Örneğin, karbon normal şartlarda 193 nm den ve internal standard olarak da demir 187.7 nm den ölçülür. Ancak bu tip numunelerde bu ideal bir C-Fe ikilisi değildir, C 148.2 nm ve Fe ise 149.7 nm den ölçülürse çok daha iyi sonuçlar alınmaktadır.
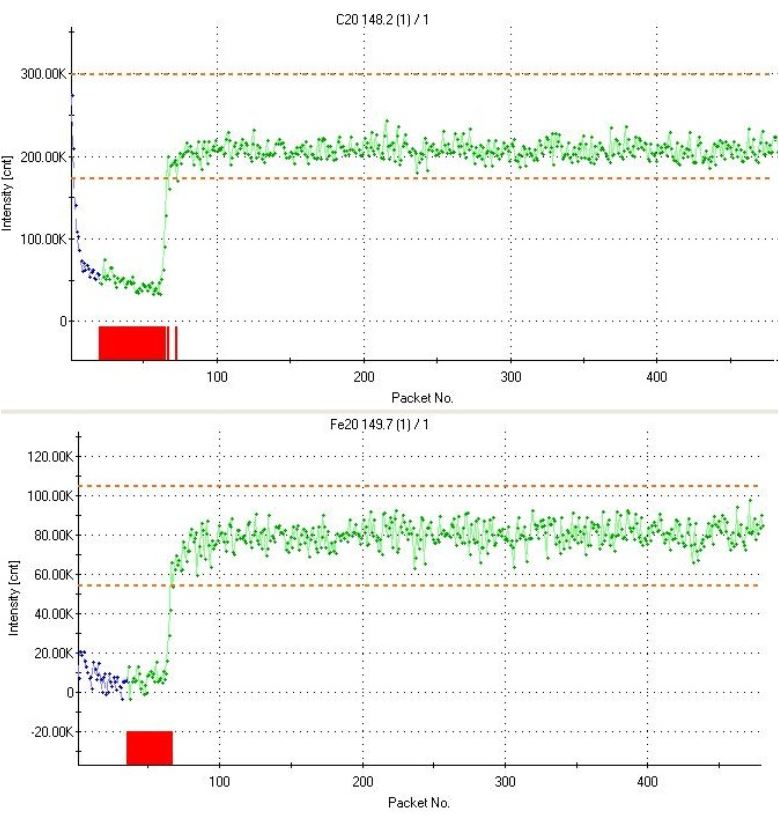
Ön-yakma intensitileri-grafit içermeyen numune
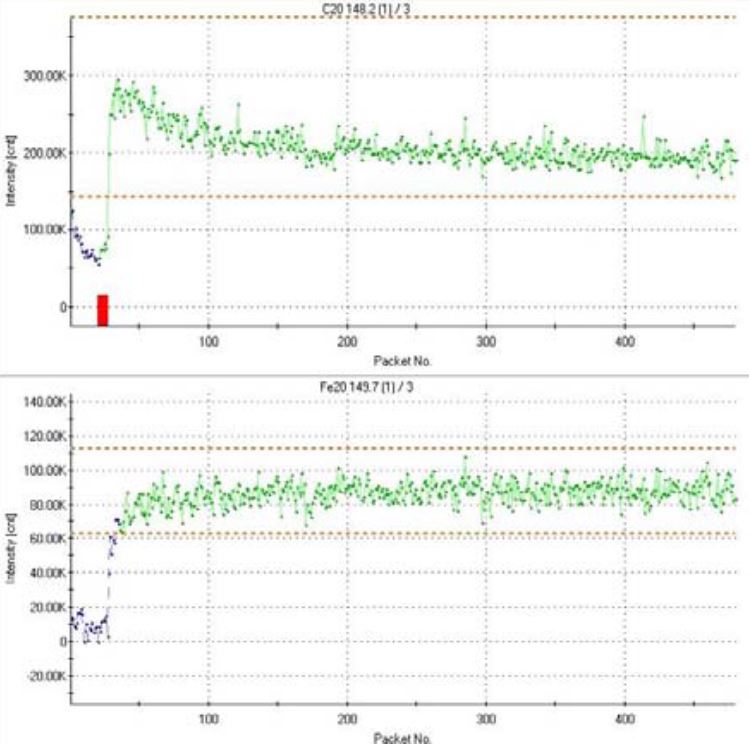
Ön-yakma intensitileri-% 0,5 w/w grafit içeren numune
Ön yakma sırasında serbest grafitlerin (free graphite) büyüklüğü tespit edilir ve büyüklük belirlenen seviyenin altında ise, analiz normal C ve Fe dalgaboylarını kullanarak devam eder (C 193 nm ve Fe 187.7 nm) , eğer inklüzyon boyutları bu seviye ve üst seviyenin arasında ise, C konsantrasyonu 148.2 nm ve Fe 149.7 nm çifti kullanılarak tespit edilir. Eğer inklüzyon büyüklüğü bu seviyenin üzerinde ise, numune “kötü numune” olarak reddedilir.
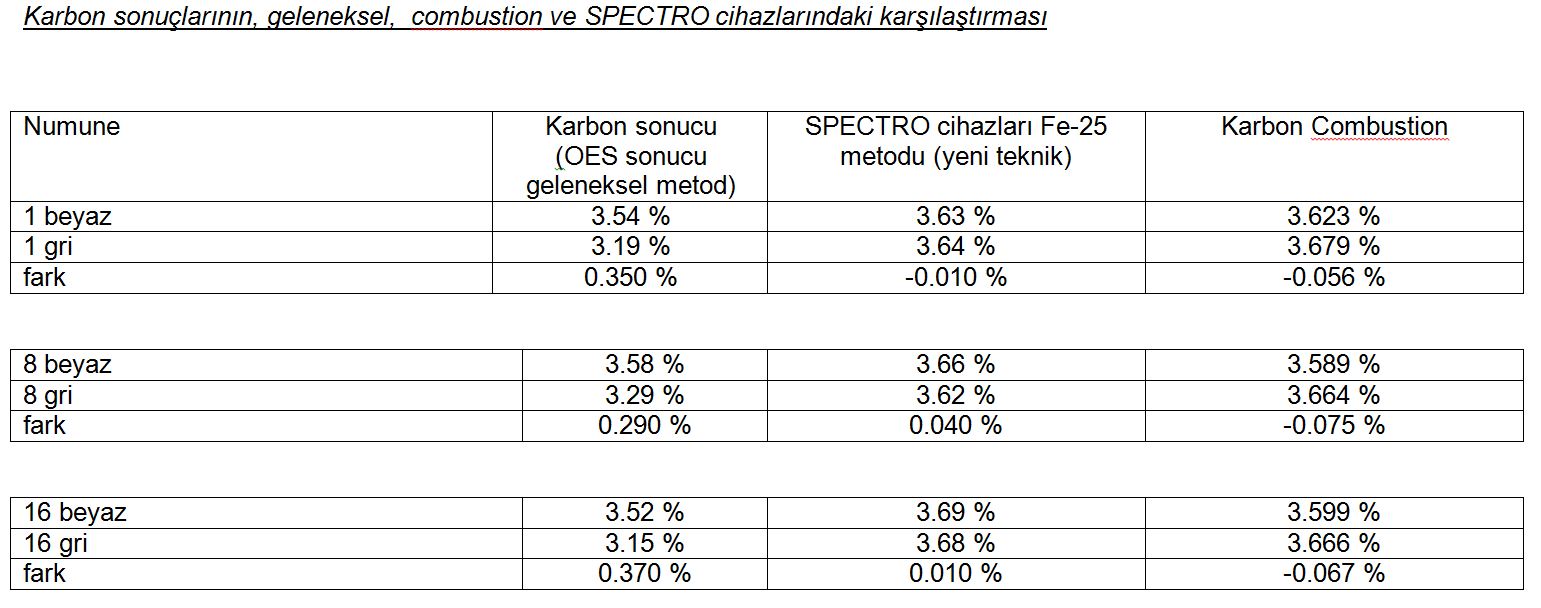
Yukarıdaki tablo, SPECTROLAB ve SPECTROMAXx cihazlarında geliştirilen yeni tekniğin , karbon analizinde geleneksel yöntemlere göre farkını ve combustion cihazlarına yakın sonuçlarını göstermektedir. Numune alma ve hazırlamaya bağlı hatalar büyük oranda azaltılmış ve sonuçlar neredeyse combustion analizi sonuçları ile aynı hale gelmiştir.

SPECTROMAXx SPECTROLAB