Dual Phase Steels And Resistance Spot Welding Applications
Mesut ÖZER1, Hasan KAYA2, Mehmet UÇAR1
1Kocaeli Üniversitesi Teknoloji Fakültesi Otomotiv Mühendisliği Bölümü Umuttepe Yerleşkesi İzmit/KOCAELİ ozermesut@yahoo.com, ucarm@kocaeli.edu.tr
2Kocaeli Üniversitesi Asım Kocabıyık MYO. Makine ve Metal Teknolojileri Bölümü Borusan Yerleşkesi Hereke/KOCAELİ hasan.kaya@kocaeli.edu.tr
ÖZET
Nokta direnç kaynağı, seri imalat sanayisinde yaygın olarak kullanılan kaynak metotlarından birisidir. Bir operatör pedalla veya butonla kaynak makinesini kolayca kumanda edebilir. Hatta programlanabilir nümerik makinelerde istenilen bölgeler hassas olarak birleştirilebilir. Bu avantajlarından dolayı otomotiv firmaları tarafından yaygın olarak kullanılmaktadır. Bunun yanında çift fazlı çelikler; otomotiv gövde imalatında, dayanıklılık ve kütle azalımı gibi avantajlarından dolayı çoğunlukla tercih edilmektedir. Nokta direnç kaynağı ile çift fazlı çeliklerin birleştirmelerinde, kaynak hatalarının en aza indirgenmeli ve daha verimli çalışma şartları oluşturulmalıdır. Bu çalışmada; çift fazlı çelikler tanıtılmış, nokta direnç kaynağı parametrik uygulamaları ve kaynak hataları değerlendirilmiştir.
Anahtar Sözcükler: Çift fazlı çelik, Nokta direnç kaynağı, Kaynak parametreleri
ABSTRACT
Resistance spot welding is one of the widely used welding methods in mass production industry. An operator can command welding machine easily by a pedal or button. It can even be combined in the desired region with programmable numerical machines. Because of these advantages is used extensively by the automotive companies. However dual-phase steels are mainly preferred in automotive body manufacturing due to its advantages such as ductility and mass reduction. In joining of dual phase steels with resistance spot welding, welding failures should be reduced and should be created more efficient processing conditions. In this study, dual phase steels have been introduced, resistance welding spot welding failures and parametric applications are evaluated.
Keywords: Dual phase steel, Resistance spot welding, Welding parameters
1. Giriş
Çift fazlı çelikler (Dual Phase Steels), dayanım ve süneklik özellikleriyle yüksek mukavemetli düşük alaşımlı (HSLA) çelik ailesindendirler. Yüksek gerilme mukavemeti ve süneklik kombinasyonunun bir arada bulunduğu çift fazlı çelikler; şekillendirilebilirlik ve kaynak edilebilirlik gibi imalat özelliklerinin yanı sıra, otomotiv sanayisinde yakıt ekonomisini etkileyen araç ağırlığının azaltılması gibi avantajlarından dolayı cazip hale gelmiştir. [1-3]
ULSAB-AVC (Ultra Light Steel Auto Body-Advanced Vehicle Concepts) programının raporuna göre, bir otomotiv gövdesinde yaklaşık %85 oranında HSLA malzemelerin kullanılmasıyla araçlarda % 25 oranında bir ağırlık azalması başarılmıştır. Şekil 1, çift fazlı çeliklerin otomotiv gövdesinde kullanılmasının ne derece bir öneme sahip olduğunu göstermektedir.
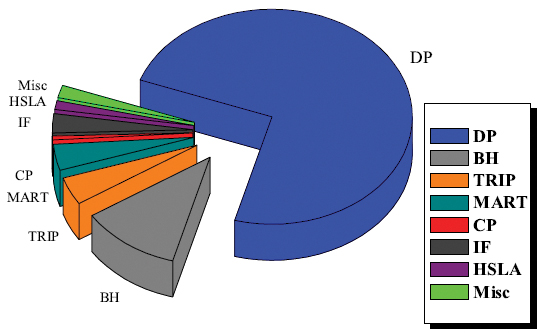
Şekil 1. Çift fazlı çeliklerin otomotiv gövde imalatında kullanımı (ULSAB-AVC Overview report, Ocak 2002)
BH (Bake Hardenable): Fırında sertleşen çelik, TRIP ( Transformation induced plasticity): Dönüşüm kaynaklı plastisite, MART: Martenzitik çelik, CP (Complex phase): Kompleks fazlı çelik, IF (High strength): yüksek mukavemetli çelik, HSLA (High strength low alloyed): Yüksek dayanımlı düşük alaşımlı çelik.
1.1. Çift Fazlı Çeliklerin Özellikleri
Çift fazlı çelikler, genel anlamıyla yumuşak ferrit matrisi içindeki %20–25 oranındaki sert martenzit fazından oluşan mikro yapısı ile karakterize edilirler. (Şekil 2).
Şekil 2. Ferrit yapı içinde martenzitin dağılımı
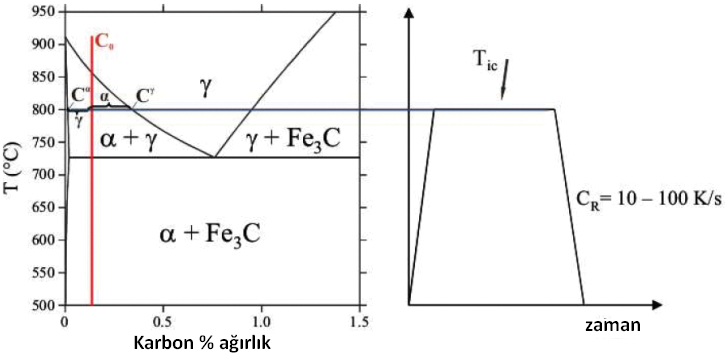
Genel olarak çift fazlı çelikler, iki aşamada üretilmektedirler. İlk aşama kritik sıcaklıkta tavlama, A1-A3 arası, (ferrit+östenit bölgesi) ve ikinci aşama ise, Ferrit-Östenit bölgesinden hızlı soğutmadır. Bu işlemler sonucunda kritik soğutma hızında var olan östenitin tamamı martenzite dönüşür ve oluşan yapı yumuşak ferrit ile sert martenzit karışımıdır. Martenzitin hacimsel oranı mekanik özelikleri etkileyen bir değişkendir. Kritik sıcaklık olarak tanımlanan tavlama sıcaklığının ve sonrasındaki soğuma hızının mikro yapı üzerindeki etkisi büyüktür. Şekil 3’te görüldüğü gibi martenzit hacmi bu iki değişkene bağlıdır. α+γ faz bölgesindeki tavlama sıcaklığı östenit hacim yüzdesini kontrol eder ve östenitin karbon içeriğini saptar ve böylece östenitin sertleşebilirliğini etkiler. [1]
Şekil 3. Kritik tavlama bölgesinde çift faz oluşumu [2]
Ayrıca çift fazlı çeliklerin mikro yapısı tavlama ile daha uniform bir şekle girebilir. 735 °C’de 15 dakika süre ile tutulup, buzlu suda soğutulduğunda martenzit yapının ferrit taneleri arasında bir ağ oluşturduğu görülür. Çift fazlı çeliğin mikro yapısını arzu edilen mekanik özellikleri elde edebilmek için sertleşebilirlikleri sade karbonlu çeliklere oranla daha iyi olan yüksek mukavemetli düşük alaşımlı veya alaşımsız çelikler tercih edilir. Ayrıca 100 ila 600 °C sıcaklık aralığında tavlamaya tabi tutulduklarında, uzama, kopma ve akma mukavemeti gibi mekanik özellikleri değişebilir. [3]
Çift fazlı çeliklerin üretilmesinde kimyasal kompozisyon büyük öneme sahiptir. Tablo 1’de bazı çift fazlı çeliklerin kimyasal içerikleri gösterilmiştir.
Tablo 1. Bazı çift fazlı çeliklerin kimyasal kompozisyonu [4]
2. Nokta Direnç Kaynağı
İki elektrot arasına sıkıştırılan parçaların, düşük gerilimli yüksek akımın (AC veya DC) uygulanmasıyla ısıya dönüşmesi sonucu meydana gelen lokal erime ile yapılan birleştirmedir. (Şekil 4)
Şekil 4. Nokta direnç kaynağının yapılışı [5]
Her kaynak noktası şu safhalardan oluşur;
1) Elektrotlar arasında eşlenmiş levhaları sıkma
2) Ön ısıtma (Galvaniz kaplamayı ve kirleri yakmak için) ve sıkma kuvvetini arttırarak ideal akımın geçeceği aşamaya getirme
3) Kaynak akımını uygulama ve kaynak çekirdeğinin oluşumu
4) Eriyik metalin katılaşması
5) Elektrotları serbest bırakma
Birleştirme esnasında akım 4 tip dirence maruz kalır;
1- Kaynak edilecek malzemelerin direnci
2- Elektrodun direnci
3- İş parçaları arasındaki temas direnci
4- İş parçaları ve elektrodlar arasındaki temas direnci.
Isı, Joule prensibine göre hesaplanır;
Q=K. I². R. T
Q=Isı (Joule), K= Kayıp katsayısı, I= Akım (A),
R= Direnç (Ohm),T=Süre (Sn)
Nokta kaynak uygulamalarında iki veya üç üst üste bindirilmiş parça elektrik dirençlerinden oluşturulan ısı yardımı ile kaynak edilebilir. Bu kaynak işlemi iki elektrot tarafından parçalara uygulanan kuvvet altında gerçekleştirilir. Nokta kaynak işlemi manuel, robot veya özel ekipmanlarla gerçekleştirilir. Aynı özellikteki puntalar, kaynak akımı, elektrot kuvveti ve kaynak zamanının kontrol edilmesiyle yüksek üretim hızında gerçekleştirilir. Düşük gerilim (5-20 volt) ve yüksek akım (2000-15000 Amper) transformatörden, punta uçlarına etki eder. Punta uçlarındaki basma kuvveti ise hidrolik, mekanik veya pnömatik donanımlarla sağlanır. [6,7]
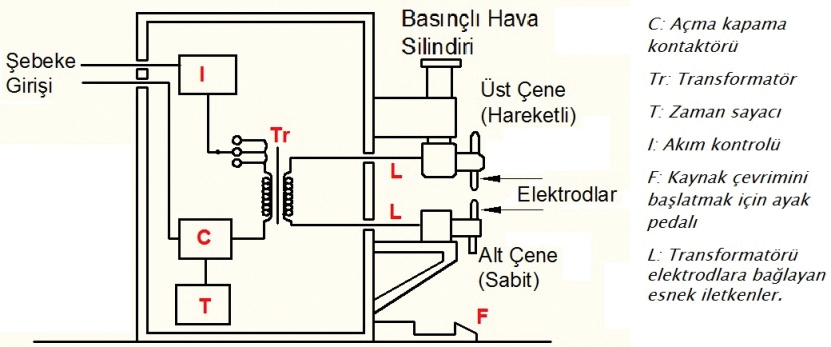
Şekil 5’te klasik bir nokta direnç kaynak makinesinin şeması görülmektedir.
Şekil 5. Nokta direnç kaynağı makinesi [5]
2.1. Nokta Direnç Kaynağında Kaynaklanabilirlik
Nokta direnç kaynağında kaynak edilebilirlik kavramı, belirli elektrod ve sac malzeme kullanarak ne derece etkin çalışma gerçekleştirildiğini anlamak içindir. Bu belirli bir malzeme için kabul edilebilir parametre aralığının alt ve üst sınırlarının tespitinde kullanılır. Üst sınır proses süresince püskürme ile tanımlanır. Aşırı kaynak ısısı eriyik metali kaynatarak püskürmesine sebep olur. Alt limit ise istenilen geometride kaynak çekirdeğine bağlıdır. Kuzey Amerika standartlarında bu limit α = 5√t şeklinde belirlenir. (t= sac kalınlığı).
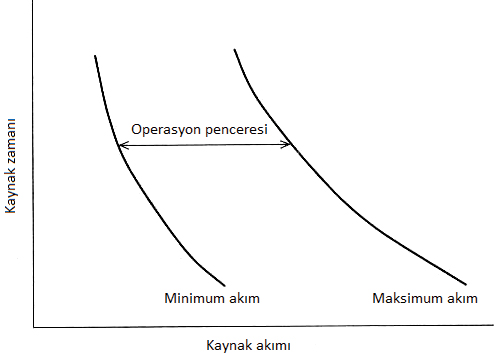
Kaynaklanabilirlikte lobe diyagramları kaynak performansının alt ve üst limitlerini belirlemek için kullanılır. Bunun için nokta direnç kaynağında 3 parametrenin limitlerinin belirlenmesine gereksinim vardır; elektrod basma kuvveti, kaynak akımı ve kaynak süresi. Diyagramda lobe genişliği kaynak için kabul edilebilir alanları gösterir. Şekil 6’daki lobe diyagramında gösterildiği gibi kabul edilebilir çekirdek geometrisi ancak iki eğri arasındaki kaynak parametrelerinde gerçekleştirilebilir. [8]
Şekil 6. Tipik bir Lobe Grafiği [8]
2.2. Nokta Direnç Kaynağı Parametreleri
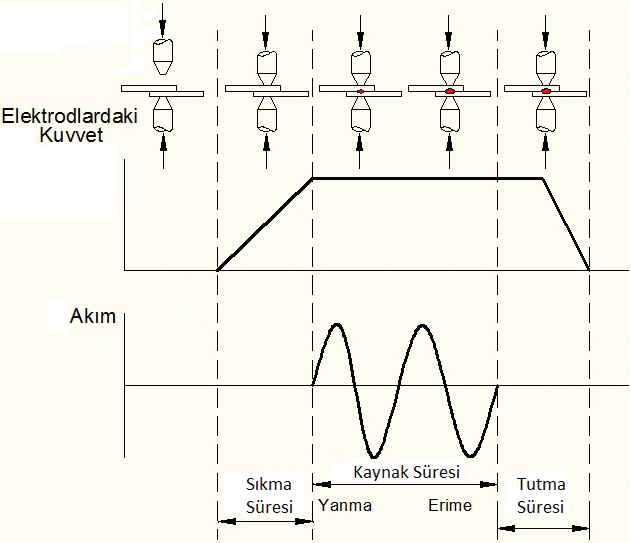
En ideal kaynak kalitesini başarmak ancak iyi bir proses tasarımı ile gerçekleşir. Elektrod kuvveti, akım şiddeti ve süre en önemli kaynak parametrelerindendir. Bu parametrelerin uyumlu ve şekil 7’deki gibi belirli bir sırayı takip etmesi gerekir. Bu nedenle kaynak makinelerinde kaynak değişkenlerini ayarlamak için elektronik kontrol üniteleri kullanılır. İstenilen çekirdek çapı sadece ayarlanılan akım şiddetinin belirli bir sürede uygulanması ile elde edilebilir. Örneğin; süre kısa ise çekirdek çapı küçük olup, süre çok uzun tutulduğunda ergiyik metal miktarı artabilir ve metal püskürmesi yaşanabilir. Her iki durumda da kaynak mukavemeti ideal değerde değildir.
Her malzeme için optimum değer tablosu çıkarılmalı ve lobe grafikleri elde edilmelidir. Bu ise ancak bir dizi deneme yanılma uygulamalarından sonra elde edilebilir.
Şekil 7. Parametrelerin akım-süre ve kuvvet olarak uygulanışı [5]
2.2.1 Kaynak akımı
Kaynak akımı, iş parçası üzerinde akarak ısı enerjisi çıkmasına sebep olur. Parametrelerin hepsinin kaynak dayanımı ve kalitesi üzerinde büyük etkisi vardır. Üretilen ısı kaynak akımının karesiyle doğru orantılıdır. Bu nedenle kaynak akımı dikkatli ayarlanmalıdır: Çok yüksek akım, düşük dayanıma, kaynak üzerinde büyük krater oluşmasına, metal püskürmesine ve çekirdek bozukluğuna sebep olabilir. Üstelik elektrodlarda kısa sürede aşınır. Çok düşük akım kaynak bölge geometrisinin limitlerin altında kalmasına sebep olur. [9]
2.2.2 Elektrod kuvveti
Elektrod kuvvetinin amacı sac parçalarını birlikte sıkmaktır. Kaynak kalitesi açısından büyük elektrod kuvvetlerine ihtiyaç duyulur. Ayrıca elektrod kuvveti arttıkça ısı enerjisi azalacaktır. Bu daha yüksek elektrod kuvvetlerinde daha yüksek akım kullanılmasının gerekliliği anlamına gelir. Yüksek akımlarda elektrodlar ve sac levhalar arasında sıçramaların oluşması ve elektrodların levhaya yapışmasına neden olur. Uygun elektrod değeri 700 kg/cm2 olmalıdır. Gerçi kaynak esnasında kaynak temas yüzey boyutu artacaktır. Aynı şartları sağlamak için elektro kuvveti kademeli olarak arttırılmalıdır. Elektrod kuvvetinin aynı oranda değişmesi zor olduğu için, genellikle ortalama bir değer seçilir.
2.2.3 Kaynak süresi
Sıkma süresi, iş parçası üzerine kuvvet uygulanması ve ilk akımın uygulanması arasında geçen zaman aralığıdır. Elektrod kuvvetinin istenilen seviyeye gelmesi için kaynak akımının gecikmesi gereklidir. Bundan sonra kaynak süresi ölçülür ve ayarlanır. Uzun tutulduğunda ergiyik metal miktarı artar ve erimiş metal püskürme yapar. Yüzey kalitesi bozulduğu gibi malzemenin kristal yapısı da değişir. Elektrodlar kaldırıldığında ısı dağılır ve elektrod temas yüzeyi koyulaşır. Kaynak işleminden sonra, elektrotlar kaynak bölgesini soğutmak için sac levhalar üzerinde tutulmalıdır. Tutma zamanı parçalar serbest kalmadan önce çekirdeğin katılaşması için gereklidir. Fakat bu süre, ısının kaynak noktasından elektrodlara yayılmasından dolayı çok uzun olmamalıdır. Galvaniz kaplı karbon çeliklerinde bu sürenin biraz uzun tutulması tavsiye edilir. [10]
2.3. Nokta Direnç Kaynağı İle Çift Fazlı Çeliklerin Birleştirilmesi
Kaynak, metalurjik bir prosestir. İş parçası ve elektrodlar düşünüldüğünde, ısıl iletkenlikleri, direnç özellikleri, malzeme erime ve soğuma özellikleri, ısıl işlem prosedürleri gibi konular tamamen kaynak prosesinin metalurjik bir olay olduğunu gösterir. [10]. Kaynak işlemi süresince malzemelerde mikro yapı ve kristal yapı özelliklerini nasıl etkilediğini imalat endüstrisi yeni anlamaya başlamıştır. Yüksek kaynak sıcaklıklarındaki bir malzemenin deformasyon özellikleri temel malzemeden çok farklıdır. Malzemedeki uniform olmayan ısı dağılımından dolayı uniform olmayan bir mikro yapı oluşur. Nokta direnç kaynağı gibi kaynak operasyonları süresince uniform olmayan bu yapı istenmeyen deformasyona sebep olur ve mukavemet değerleri etkilenir. [11]
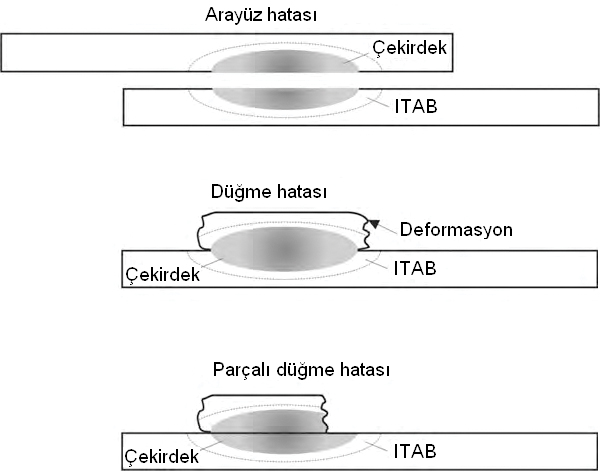
Nokta direnç kaynağındaki hata türleri, kaynaklı birleştirmenin nitel kalitesinin ölçüsüdür. Mekanik testler sonucunda şekil 8’daki hatalardan birisi punta üzerinde gözlemlenir.
Şekil 8. Parametrelerin akım-süre ve kuvvet olarak uygulanışı [12]
Kaynakta çekirdek çapının nominal değerden küçük olması arayüz çatlamasına sebep olduğu gibi, çekirdek çapının büyük olması düğme hatasına veya parçalı düğme hatasına sebep olur. Arayüz hataları parça yüzeyinde önemsiz deformasyona sebep olurken, düğme hatası numune üzerinde ciddi deformasyona sebep olur. Kaynak çekirdek boyutunun olumsuz etkilerinden kaçınmak için, bu geometrinin optimum değerde olması gerekir. [12]
Bu hatalardan başka çift fazlı çeliklerin kaynatılmasında şu problemlerle de karşılaşılır;
1- Özellikle galvaniz kaplı çeliklerde arayüz hatasına karşı yüksek duyarlılık,
2- Akım değerinin yüksek olmasının neticesinde püskürmeye karşı çift fazlı çelikteki eğilim,
3- Büzülme esnasında gözenek oluşumuna eğilim.
4- Martenzitten dolayı yükleme koşullarında olumsuz etkiye sebep olabilen yüksek sertlik değeri. [13]
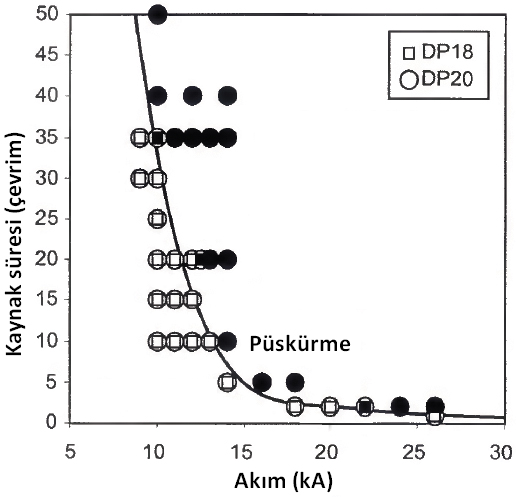
Korozyon direnci sağlamak için kullanılan galvaniz kaplı sac levhalarda, galvaniz kaplamanın kaynak ergiyiğinden önce buharlaşması kaynak kalitesi açısından bir sorun oluşturur. Fakat bu sorun proses parametreleri ile kontrol edilebilir. İlk püskürme sac levhaların arayüzünde gerçekleştiği için, onu tespit etmek oldukça zordur. Ama elektrod ve sac arasındaki püskürme incelenebilir. Şekil 9, kaynak akımının ve süresinin galvaniz kaplı levhalar üzerindeki etkisini göstermektedir. [14]
Şekil 9. Parametrelerin akım-süre ve kuvvet olarak uygulanışı [14]
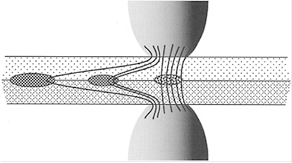
Kaynak kalitesini etkileyen ve yanlış tespit edilmeleri durumunda kaynak hatasına sebep olan bu parametreler haricinde parametrelerin prosese etkisini değiştirecek olan şönt akım (akım atlaması), seri nokta kaynak uygulamalarında bir önceki kaynak üzerinden akımın bir kısmının atlaması anlamına gelir. Eğer iki punta arasında mesafe az ise uygulayacağınız kaynak akımının bir kısmı, bir önceki puntadan atlayacaktır. Çünkü akım en kolay kolu seçme eğilimindedir (Şekil 10). Yüksek iletkenliğe sahip Alüminyum ve bakır malzemelerin kaynaklarında bu mesafe çeliklere göre daha fazla olmalıdır.
Şekil 10. Puntalar arası şönt akımın medyaya gelişi [9]
Puntalar arasındaki mesafenin tespitinde kaynak tasarımcıları şönt akım faktörünü mutlaka göze almak durumundadırlar.
3. Sonuçlar ve Tartışma
Çift fazlı çeliklerin elde edilmesi, özellikleri, otomotiv sanayisinde yaygın olarak kullanımı anlatılmıştır.
Nokta direnç kaynağı karakteristikleri belirtilmiş ve kaynak makineleri hakkında bilgi verilmiştir. Kaynak akımının, süresinin ve elektrod kuvvetinin kaynak kalitesine etkisi incelenmiştir. Çift fazlı çeliklerde kaynak uygulamalarında gözlenilen kaynak hataları gösterilmiştir. Ayrıca galvanizli saçlarda görülen galvaniz püskürme konusu sunulmuş, kaynak parametrelerini etkileyen şönt akım hakkında bilgi verilmiştir.
4.Teşekkür
Bu çalışmaya bilgi birikimi ve tecrübesiyle destek veren YILDIZ KALIP A.Ş.’ ne teşekkür ederiz.
5. Kaynakça
1. M. Sarwar, E. Ahmad, K.A. Qureshi, T. Manzoor, “Influence of epitaxial ferrite on tensile properties of dual phase steel”, Materials and Design 28 (2007) 335–340
2. P. Prodromos, “Mechanical Properties of Dual-Phase Steels”, Doctorate Thesis, Technischen Universitat Müncheneingereicht und durch die Fakultatfür Maschinenwesen, 2006
3. S. Gündüz, “Effect of chemical composition, martensite volume fraction and tempering on tensile behaviour of dual phase steels” (2009) Materials Letters 63 2381–2383
4. W. Wangn, X. Wei, “The effect of martensite volume and distribution on shear fracture propagation of 600–1000 MPa dual phase sheet steels in the process of deep drawing”, International Journal of Mechanical Sciences 67 (2013) 100–107
5. Gourd, L.M., “Kaynak Teknolojisinin Esasları”, (çev., İ. B. Eryürek, O. Bodur ve A. Dikicioğlu), Birsen yayınevi, (1996), İstanbul
6. S. Anık, M. Vural, E.S. Anık, “1000 Soruda Kaynak Teknolojisi El Kitabı”, (1993) s. 186-195]
7. S. Aslanlar, A. Ogur, U. Ozsarac, E. Ilhan, “Welding time effect on mechanical properties of automotive sheets in electrical resistance spot welding” Materials and Design 29 (2008) 1427–1431
8. K. Weman, “Welding Processes Handbook”, (2003), Woodhead Publishing Ltd., Cambridge, England
9. H.Zhang, J.Senkara, “ResistanceWelding Fundamentals and Applications”, (2006), published by Taylor & Francis Group
10. S. Aslanlar, “The Effect of Nucleus Size on Mechanical Properties in Electrical Resistance Spot Welding of Sheets Used in Automotive Industry” Materials and Design 27 (2006) 125–131
11. R.S. Florea, K.N. Solanki, D.J. Bammann, J.C. Baird, J.B. Jordon, M.P. Castanier, “Resistance spot welding of 6061-T6 aluminum: Failureloadsanddeformation”, Materialsand Design 34 (2012) 624–630
12. S. Brauser, L.A. Pepke, G. Weber, M. Rethmeier, “Deformation behaviour of spot-welded high strength steels for automotive applications”, Materials Science and Engineering A 527 (2010) 7099–7108
13. M. Pouranvari, E. Ranjbarnoodeh, “Resistance Spot Welding Characteristic of Ferrite-Martensite DP600 Dual Phase Advanced High Strength Steel-Part II: Failure Mode”, World Applied Sciences Journal 15 (11): 1527-1531, 2011
14. M. Marya, X. Q. Gayden, “Development of Requirements for Resistance Spot Welding Dual-Phase (DP600) Steels Part 1 — The Causes of Interfacial Fracture” (2005), Welding Journal 172-182