



Özge Alkılınç*, S.Osman Yılmaz**, Mustafa Aksoy***
*AKKAR AR-GE Merkezi Müdürü, ** Prof. Dr., Namık Kemal Üniv. Öğr. Üyesi,
*** AKKAR AR-GE, Prof. Dr.
*Effects Of Hard Chrome and Oxide Coating On Barrel Performance
ÖZET
Bu çalışmada, Namlu çeliğinin yüzeyine kaplanan sert krom ve oksit kaplama uygulamalarının namlu çeliğinin metalografik, mikro sertlik, yüzey pürüzlüğü, aşınma, korozyon, atış özelliklerine etkisi incelenmiştir. Araştırma çalışmaları AKKAR silah fabrikası Ar-Ge merkezinde ve Gebze Teknik Üniversitesi Malzeme Bilimi ve Mühendisliği Bölümü’nde gerçekleştirilmiştir. Namlu malzemesi, SİJ METAL RAVNE firmasından üretilmiş ve ıslah edilmiş olarak alınarak kullanılmıştır.
Namlu çeliğinin aşınma ve korozyon davranışlarını incelemek için numuneler hazırlanmış olup, yüzeyleri sert krom ve oksit kaplanmıştır. Aşınma deneylerinde aşındırıcı olarak iki farklı uç ve yük kullanılmıştır. Numunelerin korozyon davranışları, TS EN ISO 9227 standardına uygun tuz deneyi yapılarak gözlenmiştir. Metalografik incelemeler optik mikroskop ile gerçekleştirilmiştir. Namlu çeliğinin atış özelliklerini incelemek için iki adet namlu imal edilmiştir. Namlulardan bir tanesi oksit, diğeri sert krom kaplanmıştır. Namlular tek tüfekte süperpoze tüfeği montajı yapılmış olup, atış sonrasında saçma dağılımı, namlulardan mermi çıkış hızları, namluların iç yüzey kalitesi tespit edilmiştir.
Elde edilen sonuçlar doğrulusunda; oksit kaplanmış namlu malzemesinin aşınma ve korozyon davranışı açısında, atış testleri sonrasında kurşun sıvanması, yüzey pürüzlülüğü, mermi çıkış hızı ve saçma dağılımı değerleri ile de sert kromdan daha üstün özellikler gösterdiği tespit edilmiştir.
ABSTRACT
In this study, the effects of hard chrome and oxidation coating applications on the surface of barrel steel on metallographic, micro hardness, surface roughness, abrasion, corrosion, shooting characteristics of barrel steel were researched. Research studies were carried out in AKKAR weapon factory R&D center and Gebze Technical University Materials Science and Engineering department. Barrel material was taken from SİJ METAL RAVNE company and used as improved.
Samples were prepared to analyze the abrasion and corrosion behavior of barrel steel while its surfaces were coated with hard chromium and oxide. Two different tips and loads were used as abrasive in the abrasion tests. The corrosion behavior of the samples was observed by conducting salt tests in accordance with TS EN ISO 9227 standard. Metallographic analzyes were carried out with using an optical microscope. Two barrels were manufactured to analyze the shooting characteristics of barrel steel. One of the barrels was coated with oxidation, the other is with hard chrome. The barrels were mounted on the same superposition rifle, and the pellet distribution, bullet exit velocities from the barrels, and inner surface quality of the barrels were determined after shooting.
In line with the results obtained; in terms of wear and corrosion characteristics of the oxidation-coated barrel material, it has been observed that the oxidation-coated barrel has better characteristics than hard chrome in terms of bullet plastering, surface roughness, bullet exit velocity and pellet dispersion after shooting tests.
1.Giriş
Namlu, silah mermisinin, istenen hedefe belirli kullanım hızında yönlendirdiği basınca dayanıklı bir tüp olarak tanımlanmaktadır. Tüm silahların çalışma sistematiği namluda yer alan merminin ateşlemesine dayanır [1-2]. Namlular, yivli ve yivsiz namlular olmak üzere iki temel gruba ayrılırken, yivli namlularda etkili hedef ve menzilin artırılması temel ilkedir. Bu sebeple namlu içerisine yiv set açılmıştır [1-2]. Yiv set olmayan namluların iç yüzeyinin sürtünme katsayısı önemlidir. Namlunun sürtünme katsayısı namlu çıkış hızını belirlemektedir. Düşük sürtünme katsayısı sağlanarak merminin namlu içerisinde ilerlerken hızı düşmesin [1-3].
Yivsiz namlular; av tüfeği, trap, skeet ve yakın savunma amaçlı kullanılmaktadır. Bu silahlar tek kurşun ya da fişek/saçma atan ateşli silahlar olarak gruplandırılmaktadır. Yivsiz silahlar silah tutkunlarının hobi, spor ve savunma amaçlı kullanıldığından, yivli silahlara göre düşük maliyet ve yasal olarak kolayca ulaşıldığından, her geçen yıl talep edilen sayı artmakta ve buna bağlı olarak üretimleri de artmaktadır. Yivsiz silahlar uluslararası standartlara uygun olarak üretilmekte ve dayanım testlerinden geçirilmektedir [2, 4,5].
Yivsiz silahların namlularında genellikle mekanik özellikleri geliştirilmiş ıslah çelikleri tercih edilmektedir. Bu ıslah çeliklerinin başını ise 42CrMo4 ve 34CrNiMo6 malzemeleri çekmektedir. Yapısında bulunan krom, nikel ve molibden ile sahip olduğu sertleştirilebilirlik özellikleri sayesinde mukavemet özellikleri artırılarak kullanıma alınan malzemelerin, korozyon ve aşınma dirençlerini artırmak amacıyla namlu iç ve dış yüzeylerine çeşitli kaplamalar uygulanmaktadır. Aynı zamanda bu malzemelerin temperlenmiş martenzit mikro yapıya sahip olması, işlenebilirlik özellikleri, tok olması, sünek olması ve kaynak/lehim kabiliyetinin yüksek olması da tercih sebepleri arasında yer almaktadır [7, 8].
Üretim operasyonları tamamlanan namlular son olarak kaplama işlemlerine tabi tutulmaktadır. Bu kapsamda aşınma, korozyon, yüksek sıcaklık direnci gibi özellikleri artırmak amacıyla uygun kaplama yöntemleri kullanılmaktadır [1-6]. Bu kaplama yöntemlerinin başında sert krom kaplama gelmektedir. Sert krom kaplama kaplanmamış parçaya göre kullanım ömrünü 5 kat artırdığı ifade edilmektedir [9-10]. Bir diğer namlu kaplama yöntemi oksit kaplamadır [11, 12, 13].
Bu çalışmada, sert krom ve oksit kaplama yöntemlerinin namlu performansına etkisi incelenerek karşılaştırılmıştır.
2. Deney Çalışmaları
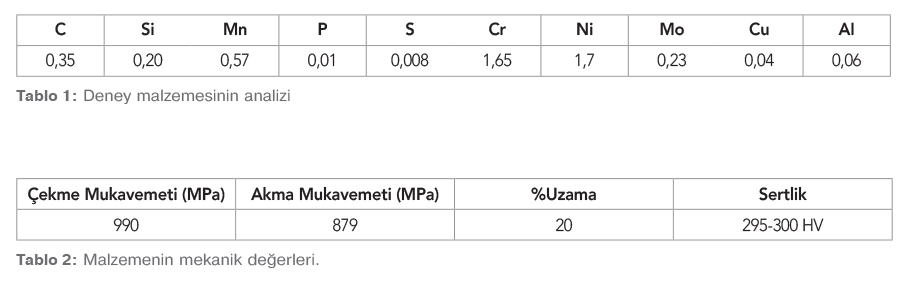
2.1 Deney Çalışmalarında Kullanılan Malzemenin Analizi ve Mekanik Özellikleri
Söz konusu malzemenin analizi tablo 1, mekanik özellikleri Tablo 2’de verilmiştir.
2.2 Deneylerin Yapılması
Islah ve kabuk soyma işlemi tamamlanmış olarak temin edilen çeliklerden aşınma, metalografik ve korozyon deneyi numuneleri hazırlanmıştır. Numune boyutları, Ø29x20mm, korozyon deneyleri için ise Ø29x150mm dir. Namlu üzerinde uygulanacak testler için aynı malzeme ve üretim şartlarında tasarımı AKKAR Silah Sanayi’ye ait 2 namlu hazırlanmıştır. Namlulardan bir tanesi oksit, diğeri sert krom kaplanmıştır. Bu namlular tüfek üzerine süperpoze model olarak montajı yapılmıştır.
Oksidasyon işleminde kullanılan fırın 650°C’lik maksimum ısıtma kapasitesine sahip olup sıcaklık toleransı ±5°C’ dir. Fırında kullanılabilen gaz atmosferleri amonyak, argon ve propandır. İşlem sıcaklığı 490°C ve 5 saat tutma süresi olup, oksidasyon işleminde ortama saf su ve koruyucu gaz olarak argon gazı verilmiştir. Sert krom kaplama işlemi, 300 kg kromik asit, 3 kg sülfirik asit ve 60 litre katalizörden oluşturulan 1000 litrelik kaplama banyosunda gerçekleştirilmiştir. İşlem esnasında 25 A/dm2 akım yoğunluğu kullanılmıştır.
Aşınma deneyleri Gebze Teknik Üniversitesi Malzeme Bilimi ve Mühendisliği bölümünde CSM marka test cihazında, salınım hareketli (reciprocating) lineer tipte hareket eden başlık ve bilya-disk yöntemi ile gerçekleştirilmiştir. Deney yükü 5, 10N, aşınma yolu 50 m, hız; 10 m/s dir. Aşındırıcı olarak Ø 6 mm çapında 440C çelik bilyeler kullanılmıştır. Aşınma deneyleri üç defa tekrarlanmıştır. Elde edilen aşıma oranlarını ortalaması verilirken, sürtünme katsayıları ayrı ayrı verilmiştir. Deneyler sonucunda, sürtünme katsayıları ve aşınma oranı tespit edilmiştir.
Korozyon deneyleri, TS EN ISO 9227 standardına uygun olarak 35±2°C sıcaklığında ve ağırlıkça %5 tuzlu ortamda VOTSCH/VSC/UKWT 1000 cihazı gerçekleştirilmiştir. Testler yüzeylerinde oluşan korozyonu gözle kontrol ederek raporlandırmıştır.
Kaplamadan başlamak üzere numune merkezine doğru sertlik dağılımını tespit etmek için mikro sertlik taraması yapılmıştır. Mikro sertlik ölçüleri Future-Tech marka Vickers sertlik cihazında 100 g yük 10 saniye süre uygulanarak gerçekleştirilmiştir.
Kaplama tabakasının kalınlığı optik mikroskop altında kontrast farkından yararlanılarak 1000X büyütmede Clemex yazılımı kullanılarak ölçülmüş ve ayrıca iç yapı incelemeleri yapılmıştır. Namluların kaplanan yüzeylerinin yüzey pürüzlüğü, atış öncesi ve atıştan sonra TSE 870’e uygun olarak tespit edilmiştir. Ölçümde Mitutoyo Surtfest SJ-210 cihazı kullanılmıştır. Oksit ve sert krom kaplanmış namlulardan mermi çıkış hızları, kurşun sıvanma, yüzey pürüzlüğü ve saçma dağılımı analizleri yapmak için atış testleri yapılmıştır. Kaplanmış namlularda, namlu çıkış hızının tespit etmek için namludan yirmişer atış yapılmıştır. Çıkış hızları Master Chrony marka cihaz ile ölçülmüştür. Yirmi adet mermi atışından sonra, saçma dağılımını tespit etmek için, 25 m uzaklıktaki hedef kağıtlarına her iki namludan birer adet saçma fişeği atışı yapılmıştır. Atışlar tamamlandıktan sonra namluların çıkış bölgesinden 5 cm alınarak iki eşit parçaya ayrılmışlar ve kurşun sıvanma ile yüzey pürüzlüğü ölçülmüştür. Namlu çıkış hızları, saçma dağılımı ve atış sonrası yüzey pürüzlüğü tespit edilmiştir.
3. Deney Sonuçları ve Tartışma
3.1 Kaplama ve Sertlik İnceleme Sonuçları
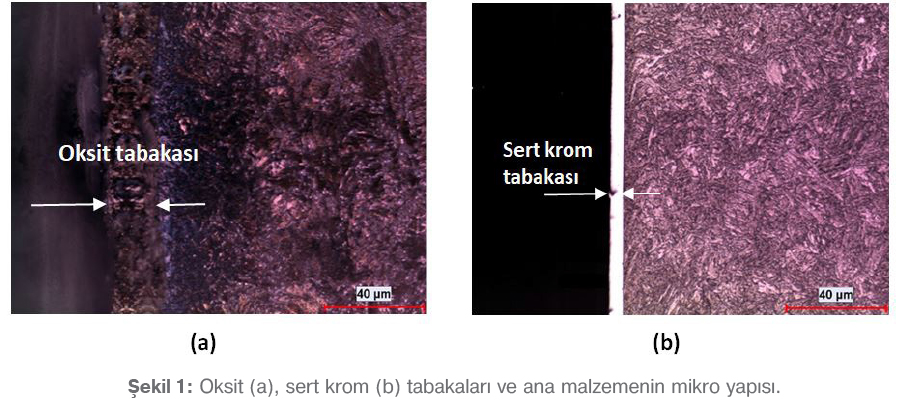
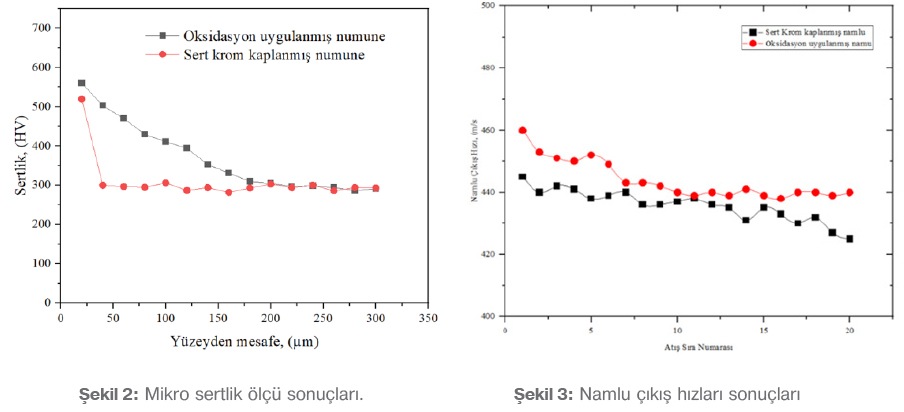
Kaplamaların kalınlıkları, iç yapı Şekil 1 (a), (b) ve sertlik ile etkili oldukları derinlikler Şekil 2’de verilmiştir. Şekil 1 (b)’den malzemenin mikro yapısının temperlenmiş martenzit olduğu anlaşılmaktadır.
Şekil 1 ve 2 birlikte değerlendirildiğinde oksit kaplamanın sertliğinin en yüksek olduğu kalınlık 9,4 µm ve etkili olduğu derinliğin 150 µm, sert krom tabakanın kalınlığı 5,4 µm ve etkili olduğu derinliğin olmadığı görülecektir. Bu durum, oksit kaplamanın difüzyon yoluyla meydana gelmesinden kaynaklanmaktadır [11, 12, 13]. Aynı zamanda, oksit kaplı numunenin aşınma ve korozyon direncinin sert krom kaplamadan yüksek olmasını sağlamaktadır.
3.2 Aşınma ve Korozyon Deneyi Sonuçları
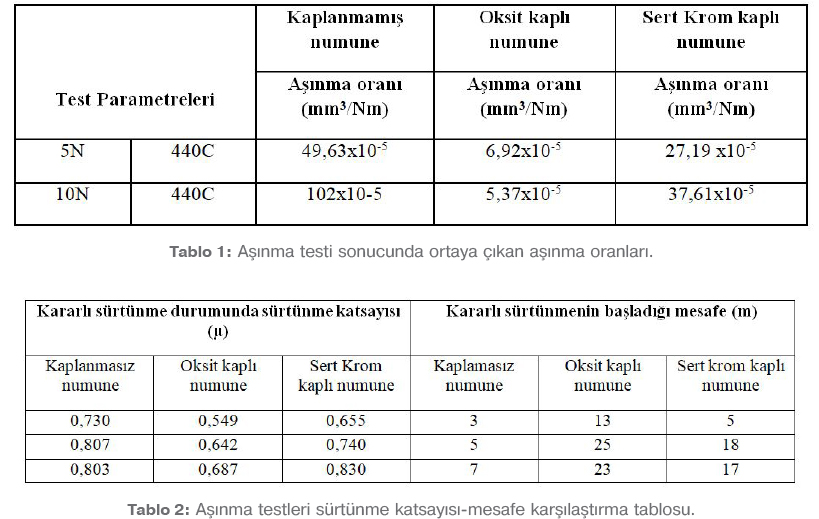
Aşınma deneyi sonucunda aşınma oranı ve sürtünme katsayısı tespit edilmiştir. Tablo 1’de aşınma oranları, Tablo 2’de kararlı sürtünme durumunda sürtünme katsayısı ve kararlı sürtünmenin başladığı sürtünme mesafesi verilmiştir.
Tablo 1’den anlaşılacağı gibi, 5 ve 10N yüklerde kaplanmış numunelerin aşınma oranları kaplanmamış numuneye göre üstünlük gösterirken, en iyi sonuç oksit kaplanmış numuneden elde edilmiştir. Aynı zamanda oksit kaplı numunenin sürtünme kat sayıları en düşük, kararlı sürtünmenin başladığı sürtünme mesafesi ise en büyük değerde olduğu Tablo 2’de görülmektedir. Kararlı sürtünme mesafesinin oksit kaplı numunede en yüksek değerde olması oksit kaplamanın etkili derinliğinin 150 µm olmasına bağlanabilir. Konuya korozyon direnci açışından bakıldığında, oksit kaplamanın çelik yüzeyini korozyona karşı koruduğu tespit edilmiştir [16]. Bu çalışmada da oksit kaplamanın çelik yüzeyini sert krom kaplamadan daha uzun süre koruduğu gözlenmiştir. Oksit kaplanan numunede paslanma 120 saat sonra başlarken, sert krom kaplı numunede 96 saat sonra paslanma başlamıştır. NATO standartları ise 72 saati yeterli görmektedir [14].
3.3 Namlu Çıkış Hızları ve Saçılma Deneyi Sonuçları
Oksit ve sert krom kaplanmış namludan atılan mermilerin çıkış hızlarındaki değişim Şekil 3, saçılma deney sonuçları ise Şekil 4 (a) ve (b)’de verilmiştir.
Şekil 3’de verildiği gibi, atış sırasında, her iki namludan mermilerin çıkış hızları, atış sayısının artması ile azaldığı görülmektedir. Ancak, oksit kaplı namludan çıkış hızlarındaki azalmanın daha düşük olduğu anlaşılmaktadır.
Saçılma deneylerinde, hedef kâğıdı üzerindeki sayılar, yazılı oldukları bölgeye isabet eden saçma sayısıdır. Saçılma deneylerinden beklenen, saçmaların hedef kağıdında olabildiğince homojen dağılmasıdır. Saçılma deney sonuçlarından anlaşılacağı gibi oksit kaplı namlularda saçma saçılma dağılımı daha homojendir.
Hem namlu çıkış hızı hem de saçılma değerlerinde oksit kaplı namluların üstün olasının sebebi namluların atış öncesi yüzey pürüzlüğü ile ilişkili olduğu düşünülerek namluların yüzey pürüzlükleri karşılaştırılmıştır.
Yapılan yüzey pürüzlüğü ölçümlerinde, atış yapılmadan önce oksit kaplı namluların Ra değeri ortalama 0,115 elde edilirken, sert krom kaplı namluların Ra değeri 0,260 dır. Atış sonrasında ise, oksit kaplı namlunun yüzey pürüzlüğü Ra; 0.550, sert krom kaplanan namlunun yüzey pürüzlüğü ise Ra; 0.680 olarak tespit edilmiştir.
Sonuç olarak, oksit kaplamanın yüzey pürüzlüğü sert krom kaplamanın yüzey pürüzlüğünden daha düşük olması mermilerin namlu çıkış hızlarını ve saçmaların saçılma sonuçlarını olumlu etkilemektedir. Aynı zamanda, atış sonuna kadar her iki namlunun yüzey pürüzlüğü artmakla birlikte oksit kaplı namlunun yüzey pürüzlüğü sert krom kaplı namlunun yüzey pürüzlüğünden düşük kalmaktadır. Her iki namlunun yüzey pürüzlüğünün artması, namlu yüzeyine kurşun sıvanmasına bağlanmaktadır. Şekil 5’de oksit kaplı namlunun atış tamamlandıktan sonra yüzeye sıvanan kurşun tabaka görülmektedir.

4. Sonuçlar
1- Sertleştirildikten sonra temperlenmiş olan namlu malzemenin oksidasyon yapılması sonucunda, mukavemetinin azalacağı yönünde görüşler bulunmakla [11,12,13] beraber, yapmış olduğumuz bu çalışmada kaplama dışında kalan ana metalde sertliğin düşmediği görüldüğü gibi, oksit kaplamanın etkili olduğu kesitte sertlik artmıştır.
2- Her iki kaplamanın yüzey kalitesi atış sırasında bozulmaktadır. Ancak; atıştan önce oksit kaplamanın yüzey kalitesi sert krom kaplamanın yüzey kalitesinden üstün olduğundan, oksit kaplama atış sonuna kadar bu üstünlüğünü korumaktadır.
3- Atış süresince, her iki namludan atılan mermilerin namlu çıkış hızları düşmektedir. Ancak; oksit kaplamanın yüzey kalitesinin üstünlüğünden dolayı, mermilerin namlu çıkış hızları ve saçılma deney sonuçları daha iyidir.
4- Oksit kaplamanın yüzey sertliği, kaplama derinliği, sürtünme kat sayısı, yüzey kalitesinin üstünlüğü sebebiyle aşınma direnci daha yüksektir.
5- Oksit kaplanan namluda korozyon başlaması için gereken süre kaplama kalınlığının ortalama %42,5 daha fazla ve yüzey kalitesinin yüksek olmasına bağlanmaktadır.
5. Kaynaklar
1- Marechall, C.W., Wagner, H. J., (1968), Materials for small – Arms Gun Barrel, Defense Metals Informations Center, Ohio, ABD.
2- Koltan, K.U., (2019), Akıtarak İmal Edilmiş Namlu Malzemelerinin Karakterizasyonu, Yıldız Teknik Üniversitesi Fen Bilimleri Enstitüsü Makine Mühendisliği Ana Bilim Dalı, Yüksek Lisans Tezi, İstanbul, Türkiye.
3- Doig, A., (1998), Military metallurgy, Rowe, A,. 2nd edition, Maney Publishing, Shrivenham, İngiltere.
4- TS 870, (2019), Ateşli Silahlar-Yivsiz-Setsiz Tüfekler- Av, Spor ve Müsabakalar İçin, Türk Standartları Enstitüsü, Ankara
5- Doruk, İ., (2010), Yivsiz Setsiz Av ve Spor Tüfeklerinde Kaliteyi Artırmak Amacıyla Kritik Parçalarda İyileştirme Çalışmaları, Pamukkale Üniversitesi Fen Bilimleri Enstitüsü Makine Mühendisliği Ana Bilim Dalı, Doktora Tezi, Denizli, Türkiye.
6- Rutci, A.T., (2019), Hafif Silahlarda Kullanılan Namlu Malzemesinin Geliştirilmesi ve İşleme Parametrelerinin İncelenmesi, Sakarya Üniversitesi Fen Bilimleri Enstitüsü Makine Tasarım ve İmalat Ana Bilim Dalı, Yüksek Lisans Tezi, Sakarya, Türkiye.
7- Çelik, D., (2018), SAE 4340 Çeliğinde Isıl İşlem Parametrelerinin Yorulma ve Mikroyapı Üzerine Etkisi, Süleyman Demirel Üniversitesi, Fen Bilimleri Enstitüsü Makine Mühendisliği Anabilim Dalı, Yüksek Lisans Tezi, Isparta, Türkiye.
8- Bozali, U., (2015), Namlu Modellenmesi ve Borlanmış AISI 4140 Namlu Malzemesinin Aşınma Davranışlarının İncelenmesi, Karabük Üniversitesi, Fen Bilimleri Enstitüsü Endüstriyel Tasarım Mühendisliği Anabilim Dalı, Yüksek Lisans Tezi, Karabük, Türkiye.
9- Nesil, Y., (2017), Elektrokimyasal Yöntemle Krom Kaplanmış Tabanca Parçalarının Nato Test Performanslarının İncelenmesi, Giresun Üniversitesi Fen Bilimleri Üniversitesi Kimya Anabilim Dalı, Yüksek Lisans Tezi, Giresun, Türkiye.
10- ASM Handbook, (1994), Surface Engineering, Volume 5, American Society for Metals, ABD.
11- URL: https://www.alper.com.tr/, Ziyaret Tarihi 26.02.2021
12- Parrish G., (1999), Carburizing: Microstructures and Properties, ASM International, Ohio, ABD.
13- Kalner, V. D., Yurasov, S. A., (1970), Internal Oxidation During Carburising, Metarial Science Heat Treatment, 6, 451-454.
14- AEP 97, (2002). Multı-Calıbre Manual of Proof and Inspectıon (M-Cmopı) for Nato Small Arms Ammunıtıon, Nato (North Atlantic Treaty Organization) Allied Engineering Publication, Nato Standardization Office, Belçika.
15- ASM Handbook, Volume 4: Heat Treating, ASM Handbook Committee, p 601-619,1991
16- J. Rezek , I.E. Klein , j. Yahalom h “Structure and corrosion resistance of oxides grown on maraging steel in steam at elevated temperatures”, Applied Surface Science 108 (1997) 159-165